- Свойства точечной сварки
- Особенности переделки
- Типы сердечников
- Вторичная обмотка
- Выбор параметров
- Схемы обмотки и её размещение
- Схема управления
- Видео
- Споттеры – технология применения и устройство прибора
- Как сделать споттер самостоятельно
- Изготовление рабочего трансформатора и блока управления:
- Прибор для контактной сварки из сварочного аппарата
- Назначение споттера
- Устройство и принцип работы споттера
- Как и из чего сделать споттер
- Из сварочного аппарата
- Из аккумулятора
- Из микроволновки
- Сварочный пистолет
Споттер – это сварочный агрегат, используемый специально для организации точечной сварки, а также позволяющий заниматься работами по рихтовке тонких листовых заготовок. Особо распространен этот вид сварки в мастерских, сотрудники которых занимаются рихтовочными работами, требующими предварительной разборки кузова. Использование споттера позволяет избежать обязательного демонтажа несущих частей автомобиля и выполнять рихтовку поверхностей, обходясь без обратного молотка (рисунок далее по тексту).

В данном случае сварочная процедура применяется с целью точечного закрепления на восстанавливаемой поверхности дополнительного держателя, потянув за который удаётся выправить имеющуюся вмятину.
Свойства точечной сварки
Конструкция этого устройства несколько отличается от типовых агрегатов с непрерывно горящей дугой. Изготовить споттер из сварочного аппарата своими руками можно лишь при условии знания основных принципов формирования рабочего тока. Дело в том, что при контактном методе сваривания разогрев происходит не путём расплавления металла, а путём концентрации тепла в точечной зоне между заготовкой и электродом.
В случае ошибочно выбранного режима контактного сваривания (при недостатке опыта у оператора) нередко наблюдается залипание электрода, что может привести к неприятным последствиям в виде КЗ или даже к поломке агрегата. Именно поэтому точечный сварочный аппарат изготавливается с тем расчётом, чтобы время сваривания было строго ограничено и не превышало секунды.
Помимо этого, такое устройство рассчитывается на небольшие значения действующего напряжения (поскольку розжига дуги в данном случае не требуется) и на значительные по величине рабочие токи. В связи с этим входящий в его состав трансформатор (ТТ) также должен выдерживать большие токовые нагрузки, достаточные для качественного прогрева места сварки.
Особенности переделки
Изготовить аппарат точечной сварки своими руками удаётся без излишних усилий, если воспользоваться вариантом переделки его из ненужного сварочного устройства. При подготовке к работам необходимо будет обратить внимание на следующие моменты:
- Для рядового ТТ напряжение при работе на холостом ходу (х. х.), как правило, выбирается не более 70 Вольт;
- В ситуации с агрегатом для точечной сварки этот показатель не должен превышать 6-ти Вольт;
- Для реализации данного условия потребуется новая вторичная обмотка, рассчитанная на пониженное значение выходного напряжения.
Обратите внимание! Изготовить новую низковольтную катушку можно и путём её намотки поверх имеющейся вторичной обмотки (если место позволяет).
В противном случае лучше размотать прежнюю «вторичку» и воспользоваться её проводом для формирования новой рабочей обмотки.
Перед тем, как сделать точечную сварку с обновлённым трансформатором, желательно ознакомиться с существующими типами этих электротехнических изделий и постараться выбрать наиболее подходящий из них.
Типы сердечников
Сердечники, используемые в сварочных трансформаторах, могут иметь несколько различных исполнений (рисунок ниже).
Среди них особо выделяются следующие типы ТТ:
- С так называемым «Ш-образным» или броневым сердечником;
- Со стержневым основанием (в виде буквы «О»);
- И, наконец, с сердечником, выполненным в виде тора.
Из всех перечисленных вариантов самым подходящим для рассматриваемых целей является трансформатор с тороидальным сердечником, имеющий небольшие габариты и сравнительно малый вес (смотрите рисунок далее по тексту).
Дополнительная информация. Сечение такой жилы в любом трансформаторе будет определяться предполагаемым током сварки.
Чтобы точечная сварка своими руками работала нормально, выходной ток агрегата должен быть не менее 1000 Ампер. Последнее означает, что в выходной обмотке ТТ должен использоваться достаточно толстый провод. Данному требованию полностью удовлетворяет выбранный вариант тороидального сердечника, поскольку места для размещения выходной обмотки в нём имеется предостаточно.
Вторичная обмотка
Выбор параметров
При переделке ТТ основное внимание следует уделить параметрам вторичной обмотки, определяющим выходные характеристика аппарата (его нагрузочный ток, в частности). При этом важно подобрать такое сечение шины, которое бы обеспечивало плотность тока порядка 8 А/мм² (при площади сечения около 120 мм²). Поскольку при намотке на тор обращаться с такой толстой шиной очень трудно, чаще всего ограничиваются значением в 80 мм².
Обратите внимание! Указанное сечение удаётся получить, если сложить вместе несколько проводов чуть меньшей толщины.
Для облегчения условий переделки ТТ под точечный агрегат желательно предварительно рассчитать требуемое для его перемотки количество провода. После этого можно будет (исходя из занимаемого обмоткой места) определиться с тем, войдет ли она в оставшееся на торе свободное пространство или нет.
Важно! В том случае, когда новая намотка не вмещается в тор, старую вторичную катушку придется полностью разобрать (демонтировать).
Для удобства обращения с новыми проводами в процессе намотки их рекомендуется обмотать изоляционной лентой на основе ткани. Для определения точного числа витков, влияющих на величину выходного напряжения, советуем воспользоваться методом пробной намотки проводом небольшого сечения в изоляции.
Поскольку обмотка в этом случае не подключается к нагрузке, сечение пробного провода большого значения не имеет. Опыт показал, что при прикидочных испытаниях достаточно использовать не более 10-ти витков. После их намотки трансформатор следует включить в сеть и измерить выдаваемое пробной катушкой напряжение, после чего оно делится на число витков. В результате получается цифра, показывающая количество витков, необходимых для получения на выходе одного вольта.
Так как в данном случае необходимо получить 6 Вольт, умножив полученное по итогам пробного подключения число на 6, получим требуемое количество витков.
Для того чтобы изготовить новый аппарат своими руками, предварительно следует рассчитать нужное для перемотки ТТ количество провода. После этого можно будет (исходя из занимаемого шинной обмоткой места) определяться с тем, войдет ли она в оставшееся на торе свободное пространство.
Схемы обмотки и её размещение
Схема включения и порядок размещения «вторички» зависят от типа выбранного сердечника. При заявленном нами тороидальном основании ТТ её удобнее разделить на две половинные обмотки, включаемые последовательно (по 3 Вольта каждая).
С целью повышения нагрузочной способности (увеличения сварочного тока) можно сделать две обмотки по 6 Вольт каждая и соединить их параллельно. Выходное напряжение в этом случае не изменится, а нагрузочный ток может быть увеличен вдвое. Такой вариант исполнения позволяет решить вопрос большого сечения вторичной шины, которое после этого может быть уменьшено наполовину.
Различные виды соединений таких обмоток показаны на картинке, размещённой ниже по тексту.
Порядок их подключения очень важен для получения требуемых выходных параметров, а допущенные при этом ошибки могут привести к совсем другим показателям. Так, в частности, если ошибиться при монтаже и включить две обмотки встречно, в результате они окажутся замкнутыми одна на другую и на выходе выдадут нулевое напряжение, что равнозначно КЗ.
На концах уже готовых вторичных обмоток следует обустроить методом обжима специальные наконечники.
Схема управления
Для управления сварочным процессом используются короткие импульсы, формируемые в специальной электронной схеме. При изготовлении споттера на основе старого агрегата также необходимо предусмотреть блок управления, позволяющий коммутировать значительный по величине выходной ток.
Для решения этой задачи сформированные вручную импульсы подаются на первичную обмотку ТТ (простейшая управляющая схема изображена на рисунке ниже).
К недостаткам такого управления следует отнести:
- Посредством приведённой на рисунке кнопки коммутируется сетевое напряжение, что крайне опасно;
- При размыкании механических контактов происходит сильное искрообразование;
- Даже если заменить включатель сети тяговым реле от стартера, управляемым кнопочным механизмом, то такая схема, несмотря на усовершенствование, всё равно будет недоработанной.
Обратите внимание! Для реализации тягового принципа допускается использование комбинации «мощный пускатель плюс автомобильное реле» (причем последнее может быть любой марки).
При выборе этого сочетания реле срабатывает при подаче напряжения 12 Вольт, а его переключение вызывает срабатывание силового контактора. Однако и данный вариант управления не лишён недостатков, поскольку в этом случае не удаётся точно задавить интервал воздействия (ширину импульса).
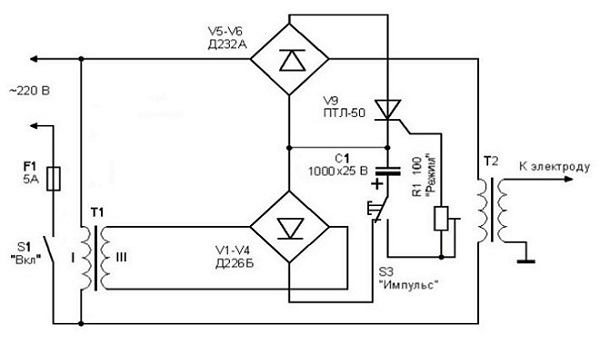
Для тех, кто владеет азами электроники и умеет обращаться с паяльником, подойдёт более сложная в исполнении, но зато надёжная в эксплуатации электронная схема управления (смотрите фото ниже).
Здесь на входную обмотку ТТ рабочие импульсы поступают с электронного прибора – тиристора, открываемого при воздействии напряжением на его управляющий электрод. Включённый в его цепь конденсатор (С1) при разомкнутом кнопочном контакте заряжается через элементы V1-V4 диодного моста. При нажатии кнопки емкость разряжается через резистор R1 и непосредственно через цепь управляющего электрода тиристора, что приводит к его включению.
Находиться во включённом состоянии электронный прибор будет до тех пор, пока конденсатор полностью не разрядится (этот интервал можно подстроить переменным резистором R1). Для последующей операции запуска кнопку нужно сначала отпустить, а затем опять нажать (её выдержкой и определяется сварочный интервал).
Трансформатор T1 может быть любого типа (с напряжением на вторичной обмотке 12 Вольт). Параметры тиристора должны удовлетворять условиям эксплуатации, то есть допускать его работу при напряжениях до 400 Вольт и токах не менее 50 Ампер. Для этих целей вполне подойдёт электронное изделие марки Т132-50.
В заключительной части обзора напомним, что сварочное оборудование типа «споттер» чаще всего востребовано при кузовном ремонте и подобных ему работах с листовым металлом. В связи с этим при выборе выходной мощности самодельного агрегата обязателен учёт толщины листового материала, с которым преимущественно предстоит работать.
Видео

При выполнении кузовных работ на автомобиле, точнее – при устранении вмятин после ДТП, возникает необходимость демонтажа поврежденного элемента с последующей рихтовкой.
Это длительная и дорогостоящая процедура. К тому же, на автомобилях ранних годов выпуска элементы кузова крепятся не на болты, а приварены к лонжеронам.

Такой ремонт влетит «в копеечку» не только за сложность работ. Он повлечет за собой дополнительные затраты на покраску как восстановленной зоны деформации, так и мест крепления демонтируемой части кузова.
В ряде случаев восстановление вмятин традиционным способом невозможно в принципе, например при повреждении порогов. Приходилось либо менять узел целиком, либо вырезать поврежденный участок и приваривать новый. Это не способствовало удешевлению процесса.
Для снижения стоимости кузовного ремонта, много лет назад была придумана технология «вытягивания» вмятин. К поврежденной части кузова приваривался ремонтный крюк, затем либо лебедкой, либо так называемым обратным молотком вмятина выравнивалась.
Во время сварки портилась дополнительная площадь кузова. Эта проблема характерна лишь при использовании традиционных сварочных аппаратов.
Видео пример переделанного сварочного аппарата в контактную сварку
Споттеры – технология применения и устройство прибора
Существует специализированный аппарат для подобных работ, именуемый – споттером.

Фактически – это обычный автомат для контактной сварки, оснащенный дополнительными приспособлениями и обладающий особыми параметрами.
Функциональные возможности:
- Приваривание крепежных элементов (крюков, шайб, наконечников обратного молотка) для вытягивания вмятин;
- Прогрев обрабатываемой поверхности с последующим охлаждением. Это свойство используется для осадки металла;
- Режим непрерывной сварки с использованием традиционных электродов с добавлением углерода;
- Режим импульсной сварки высоким током, предназначенный для кратковременного мощного прогрева точки «прихвата» крепежного элемента.
Типовые характеристики споттера:
- Мощность трансформатора – до 10 кВт;
- Рабочий ток вторичной обмотки – до 1500 А;
- Напряжение вторичной обмотки – 7-9 вольт;
- Таймер включения импульса – до 0,1 секунды.
Общий принцип действия – моментальный нагрев за счет малого сопротивления материала. Для этого необходим ток – не менее 1300 Ампер.
Нагревание металла до точки плавления должно происходить мгновенно и продолжаться очень короткое время. Это минимизирует повреждения вокруг обрабатываемой области.
Хорошо настроенный аппарат производит «прихватывание» меньше, чем за 0,1 секунды. Раскаляется лишь внешняя поверхность металла, на внутренней стороне даже не повреждается лакокрасочное покрытие.
Этого вполне достаточно, чтобы можно было вытягивать вмятину при помощи обратного молотка или другого приспособления. После манипуляций с металлом, приваренный крюк или наконечник молотка, легко отрывается резким вращательным движением.
Как сделать споттер самостоятельно
Компоненты споттера:
- Трансформатор, аналогичный обычному от точечного сварочного аппарата. Рабочий ток вторичной обмотки 1500 Ампер;

- Блок управления, обеспечивающий регулировку длительности импульса;
- Обратный молоток, оснащенный приспособлением для точечного прихватывания к поверхности металла;

- Приспособление для постепенного вытягивания с комплектов крючьев и шайб для прихватывания к металлу.

Изготовить аппарат можно из компонентов, имеющихся в сарае или гараже любого домашнего мастера. Исключение составляет разве что трансформатор, но и этот элемент при желании можно раздобыть за разумную цену, например – в пунктах приема металлолома.
Еще немного средств надо будет потратить на радиодетали для изготовления блока управления (пускового устройства). Обратный молоток и прочие приспособления для вытягивания поврежденных кузовных элементов изготавливаются по образцу фабричных, желательно из меди или латунных сплавов.

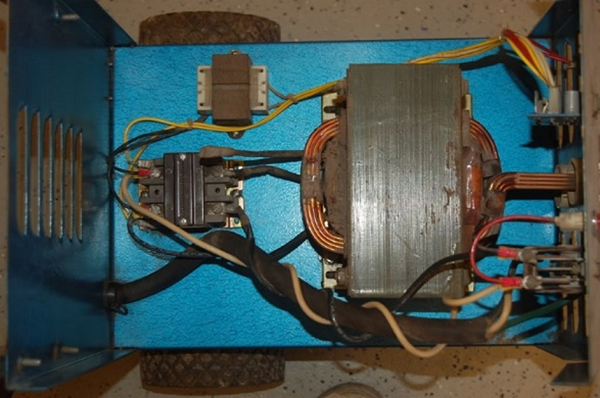
Изготовление рабочего трансформатора и блока управления:

Первичная обмотка рабочего трансформатора Т2 рассчитывается на мощность 10-15 кВт. Если вам удалось раздобыть готовый трансформатор, например от обычного сварочного аппарата – рассчитать силовую вторичную обмотку будет несложно.
Намотайте 10 витков толстого провода и замерьте полученное напряжение при включенном трансформаторе. Разделите эту величину на 10, и получите напряжение, получаемое с одного витка. Количество витков должно обеспечить напряжение 7-9 вольт.
Медная жила для вторичной обмотки должна быть сечением не менее 75 квадратов. Это обеспечит формирование рабочего тока до 1500 ампер без излишнего нагрева и потерь мощности.
Состав силового блока следующий: трансформатор Т1 и диодный мост V1-V4, собранный на диодах Д226Б. Он служит для зарядки управляющего конденсатора С1. Трансформатор подойдет любой, например – от бытовой техники. Напряжение на выходе 12-24 вольта.
Емкость С1 открывает и закрывает тиристор V9, который и является ключом для блока управления. При нажатии на пусковую кнопку S3, тиристор открывается и подает питание через мост V5-V6 на первичную обмотку рабочего трансформатора Т2.
За это время происходит импульсная сварка, которая прекращается по мере разряда конденсатора С1, закрывающего тиристор V9 и прекращающего подачу напряжения на первичную обмотку рабочего трансформатора Т2. Длительность сварочного импульса регулируется переменным резистором R1.
Кабели, которые подают рабочий ток к инструменту споттера, должны иметь сечение не меньше, чем вторичная обмотка рабочего трансформатора. Длину желательно ограничить 2,5 метрами (опять же, для уменьшения потерь мощности).
Изготовленный своими руками точечный сварочный аппарат безопасен и надежен. Кабель питания 220 вольт и блок управления должен быть надежно закрыт в корпусе. Если корпус металлический – заземление обязательно.
Еще одно видео изготовления точечной сварки из старого сварочного аппарата
Прибор для контактной сварки из сварочного аппарата
По аналогичной схеме работает прибор для контактной сварки. В нем не применяются дуговые электроды с углеродной добавкой. Процесс сварки основан на протекании больших токов в точке замыкания контактов сварочного пистолета.

Если у вас есть сварочный аппарат, изготовить на его основе контактную сварку не составит труда. Необходимо лишь собрать управляющий блок и сварочный контактный пистолет, который будет подключен к рабочим проводам вашего электроприбора.
Управляющий блок предназначен для оперативного подключения питающего напряжения на первичную обмотку рабочего трансформатора. Его можно собрать на мощном реле, тиристорной или симисторной схеме.
Рабочее напряжение, подаваемое на кнопку – должно быть безопасным для оператора. Поскольку напряжение на электродах контактного пистолета не превышает несколько вольт – весь процесс сварки безопасен с электрической точки зрения. Потенциально можно лишь обжечься о горячий металл.
Вся конструкция контактного пистолета должна приводиться в разомкнутое и отключенное состояние под действием пружин. То есть, как только вы отпустили ручки клещей – электроды сразу будут обесточены и отведены из пятна сварки.
Пистолет можно изготовить в любой компоновке, главное – удобство и безопасность использования. В качестве примера – заводское устройство.

Контакты должны быть медными или латунными, иначе они будут привариваться к обрабатываемой поверхности. Толщина (диаметр) 5-15 мм. Поскольку электроды изнашиваются – необходимо предусмотреть возможность замены.
Поэтому надо следить за возможным перегревом трансформатора, и при необходимости делать перерывы в работе.
Споттер является довольно полезным устройством, помогающим значительно повысить эффективность и скорость работ при кузовном ремонте автомобилей. Но данный агрегат имеет достаточно высокую стоимость при простоте конструкции. Поэтому многие мастера предпочитают сделать споттер из старого трансформатора или из сварочного аппарата своими руками.
Назначение споттера
При кузовном ремонте автомобиля часто возникает необходимость убирать вмятины, например, после аварии. Для этого применяются различные способы: вытягивание вмятин присосками, выравнивание ударами молотка с обратной стороны детали и т.д. В последнем случае деталь нужно демонтировать для устранения дефекта.
Значительно ускорить и упростить процесс выравнивания деталей авто позволяет применение споттера. Данный агрегат – это своего рода точечная контактная сварка, с помощью которой можно приваривать к поврежденным местам кузова автомобиля шайбы, шпильки, болты, крючки и другие крепежные элементы. В дальнейшем за них зацепляются различные инструменты для выравнивания вмятин.

Также споттер может применяться для пайки, разогрева, закалки и осадки выравниваемых поверхностей.
Устройство и принцип работы споттера
Споттер состоит из следующих элементов:
- сварочного аппарата, который может быть трансформаторного или инверторного типа;
- кабелей (силового кабеля и кабеля массы);
- сварочного пистолета (стаддера);
- электрода с инерционным молотком.

При нажатии кнопки на стаддере на него начинает поступать ток. В зависимости от выбранного режима подача тока может быть постоянной или в виде одного короткого импульса. Далее, ток поступает на электрод, который может иметь наконечники разной формы.
Аппарат работает по следующему принципу.
- Место на кузове автомобиля, которое требуется выровнять, зачищается от краски. Также следует зачистить небольшой участок для подсоединения кабеля массы.
- К электроду споттера прикрепляется какой-либо крепежный элемент, например, шайба, и приваривается к месту рихтовки.
- За шайбу цепляется инструмент для выравнивания, после чего вмятина вытягивается.
Вытягивание вмятин можно проводить и без приваривания крепежных элементов. В таком случае на электрод с инерционным молотком требуется установить заостренный наконечник. Электрод прикладывается к нужному месту детали, и наконечник приваривается к ней коротким разрядом тока. Далее, не отрывая электрода от детали, проводят удары молотком в обратном от наконечника направлении, тем самым вытягивая вмятину (по алюминию использовать обратный молоток нельзя). После устранения дефекта приваренный конец электрода легко отламывается.
Как и из чего сделать споттер
Трансформатор для споттера заметно отличается от классического сварочного трансформатора. При дуговой сварке металл разогревается электрической дугой, а при точечной тепло выделяется за счет переходного сопротивления на участке электрод-металл. Это происходит при дуговой сварке, если, например, установлен неправильный режим работы на агрегате. В таком случае электрод прикипает металлу, что может вызвать поломку аппарата.
Чтобы этого не происходило, точечная сварка проводится в импульсном режиме подачи тока (до 1 секунды). А поскольку для точечной сварки не требуется горение дуги, то напряжение в споттере должно быть минимальным (около 6 В), а сила тока – высокой (не менее 1000 А).
Из сварочного аппарата
Делать данный агрегат из инвертора нецелесообразно хотя бы из-за того, что для точечной сварки не требуется постоянный ток. К тому же придется переделывать трансформатор, чтобы добиться высоких показателей тока. С таким успехом можно сделать агрегат для точечной сварки с нуля. Если имеется инверторный аппарат, то лучше его использовать по назначению, а для споттера приспособить обычный трансформаторный сварочник.
Что касается полуавтоматов, то все универсальные модели данных агрегатов уже имеют функцию импульсной сварки, и переделка их не потребуется. Но если имеется в наличии сломанный, обычный полуавтомат, то в нем потребуется переделывать трансформатор.

Сварочный полуавтомат Aurora
Переделка трансформатора заключается в удалении вторичной обмотки и наматывании новой. Для споттера требуется ток сварки от 1000 А. Если при расчетах исходить из того, что плотность тока составляет 8 А на 1 мм 2 , то его сечение должно быть около 120 мм 2 . Но наматывать провод такого сечения довольно сложно. Поэтому можно взять шину с меньшим сечением, например, 80 мм 2 , если аппарат не будет использоваться в слишком интенсивном режиме.
Для определения количества витков сделайте следующее.
- Намотайте на магнитопровод любой проводник, покрытый изоляцией. Будет достаточно 10 витков.
- Подключите первичную обмотку к сети, а на импровизированной вторичке измерьте напряжение.
- Полученный результат нужно разделить на количество витков, то есть на 10. В итоге вы получите значение, которое определяет количество витков для получения 1 В напряжения. Но так как для споттера требуется напряжение 6 В, то умножив полученное значение, можно узнать количество витков.
Исходя из того, какого диаметра получится провод с необходимым сечением, можно определиться, войдет ли данная обмотка в свободное пространство между первичной и вторичной обмоткой трансформатора (еще не снятой). Если пространства будет достаточно, то вторичку можно не удалять из магнитопровода, а новую обмотку намотать поверх нее. В таком случае сварочник можно использовать и для электродуговой сварки, и для точечной.

Модифицированный трансформатор – это не единственная деталь, которая требуется для того, чтобы сделать споттер из сварочного аппарата. К нему нужно еще добавить электронный блок управления разрядом и небольшой трансформатор для обеспечения модуля питанием. Ниже приведена схема блока, управляющего споттером.
Данная схема работает следующим образом.
- При замыкании цепи выключателем S1 начинает подаваться ток на первичку трансформатора Т1.
- Далее, начинает заряжаться конденсатор. Он подключен через замкнутый контакт переключателя к диодному мосту.
- Выходной трансформатор Т2 будет обесточен до тех пор, пока не будет нажата кнопка переключателя S После этого напряжение с конденсатора через переменный резистор поступит на управляющий электрод тиристора. Далее, напряжение поступит на первичку выходного трансформатора, после чего на его вторичной обмотке возникнет импульс с необходимой для сварки силой тока.
- После разрядки конденсатора модуль переходит в первоначальное состояние. Для повтора импульса необходимо снова нажать на переключатель.
После того, как блок управления будет готов, все комплектующие размещаются в пластиковом или металлическом корпусе.
Из аккумулятора
Данный аппарат, изготовленный из аккумулятора на 12 В, является мобильным и может работать независимо от наличия электросети. Для изготовления агрегата потребуются следующие компоненты.
- Стандартная АКБ на 12 В и 75 А/ч и выше.
- Втягивающее реле. Можно использовать реле от стартера автомобиля. Желательно, чтобы оно было разборным, для проведения периодической чистки контактов внутри него.

- Кнопка пуска.
- Кабели с клеммами и сварочный пистолет.
Сборка аппарата проводится по схеме, приведенной ниже:
- к минусовой клемме батареи подсоединяется кабель массы, который должен контактировать с деталью, приготовленной для ремонта;
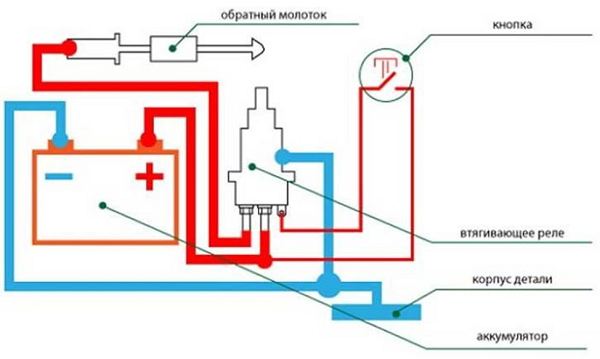
- к плюсовой клемме АКБ подсоединяется первый контакт реле;
- ко второму контакту реле подсоединяется кабель, идущий к сварочному пистолету;
- между первым и третьим (подсоединенным к плюсу батареи) контактом реле устанавливается пусковая кнопка;
- втягивающее реле должно быть подключено к массе.
Сечение кабелей должно быть около 100 мм 2 , а их длина – не более 1,5 м. Единственный недостаток данного аппарата в том, что батарея быстро садится, и требуется время на ее зарядку.
Из микроволновки
Чтобы изготовить аппарат, потребуется трансформатор, извлеченный из микроволновки. Но для надежности будет лучше, если использовать две катушки. Из каждого трансформатора следует удалить вторичную обмотку и вместо нее намотать пару витков кабелем с сечением не менее 50 мм 2 .
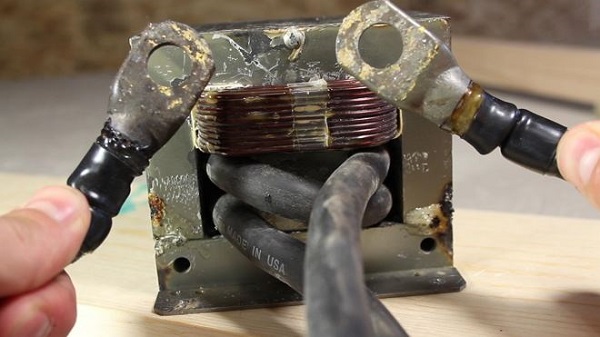
Первичные обмотки обоих трансформаторов соединяются параллельно. Далее, к схеме подключается модуль управления споттером, который рассматривался выше. Также можно упростить конструкцию споттера, если в схему включить реле времени и втягивающее реле от автомобиля. Как это делается, можно узнать их этого видео.
Важно! Несмотря на низкое напряжение — 6 В и меньше, получаемая на выходе из трансформатора сила тока имеет огромные значения, около 1000 А, что представляет большую опасность для жизни человека. Поэтому обе обмотки трансформатора должны быть заземлены.
Сварочный пистолет
Для изготовления сварочной рукояти никакие чертежи не потребуются. Лучше всего для этой цели подходит корпус от клеевого пистолета. Также потребуется медный прут диаметром около 20 мм.

На одной стороне прута необходимо нарезать резьбу (М14х1,5). На нее будут накручиваться различные насадки для сварки. На другой стороне сверлится отверстие и нарезается внутренняя резьба М8. К этом месту будет крепиться кабель. Также на детали следует сделать несколько проточек, чтобы она лучше фиксировалась внутри корпуса.

Далее, деталь устанавливается в корпусе.


Остается лишь найти подходящую кнопу, расположить в корпусе и подсоединить ее к электрической схеме аппарата.