
Материал написан для новичков, опытные автолюбители не найдут ничего нового, а некоторые моменты могут вызвать удивление у них т.к. на момент доработки ГБЦ опыта у меня не было =) Статья написано для тех, кто хочет добавить немного динамики своему автомобилю, естественно содержит ошибки, которые постараюсь указать. Это не руководство к действию
Удачным средством поднятия мощности на высоких оборотах является доработка головки, которую несет блок цилиндров. Прежде всего требуется доработка впускных и выпускных каналов ГБЦ. Это необходимо для улучшения наполнения цилиндров за счет снижения потерь в каналах ГБЦ. Любые местные нестыковки и шероховатости ведут к торможению потока, собственно к ухудшению наполнения и потере мощности.
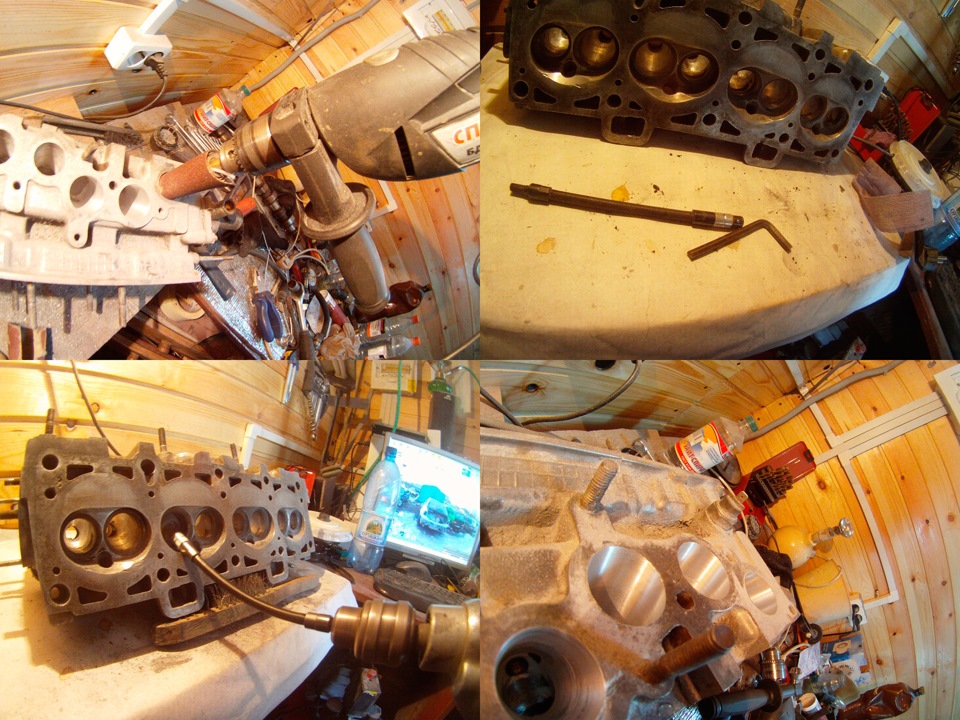
1)Снятие, разборка и дефектовка
Нам потребуется мурзилка, рассухариватель 2108, инструмент для забивания направляющих, химия для чистки
Разбираем все по мурзилке, чистим, подписываем что и откуда. Разбирается всё просто, но осторожность не помешает при работе с пружинками, любят они стрелять — пострадавшие все как один говорят что не смогли среагировать, да ещё и выстреливают они вверх, а сверху обычно лицо находится удивленное, я с ней работал с особой опасностью. Ещё выбил направляющие – клапана просто болтались в них поэтому решил менять.

2) Закупка запчастей после дефектовки:
— направляющие
— маслосъёмные колпачки
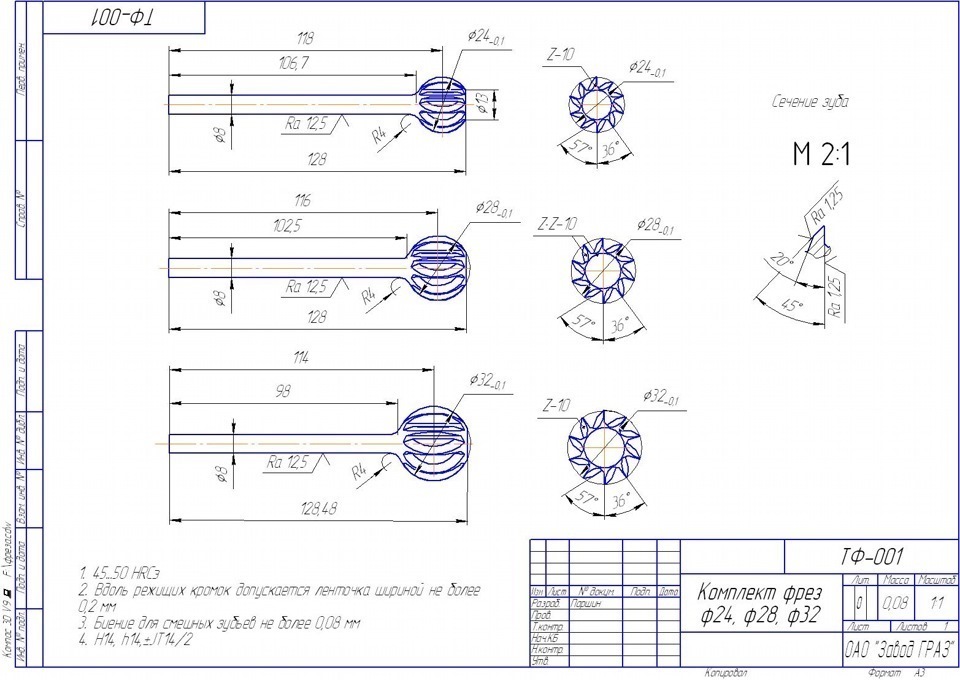
— фрезы маленькие
-шарошки (сделал сам)
-наждачная бумага Р80-120-180-240-320 и Р600
3) Шарошки 28,30,32 мм своими руками – из-за ограниченного бюджета
Если есть возможность — купите хорошие фрезы, если денег мало, а желания расточить ГБЦ много читаем …
Потребуются:
-верх.шаровая 2107(33мм) — 1шт
-нижн.шаровая 2107(30мм) — 2шт
-болт и гайка( соединительная)
Освобождил заготовки для фрез, заварил болт.
Начинаем вырезать зубья стараясь поддерживаться этому рисунку)
Обтачиваем до размера 28, 30 и 32 мм, измеряя штангенциркулем в процессе обточки)

Минусы: низкое качество, небольшой ресурс, неудобства при работе
Плюс: экономия
4) Расточка ГБЦ каналы впуск 33 мм, выпуск 30 мм
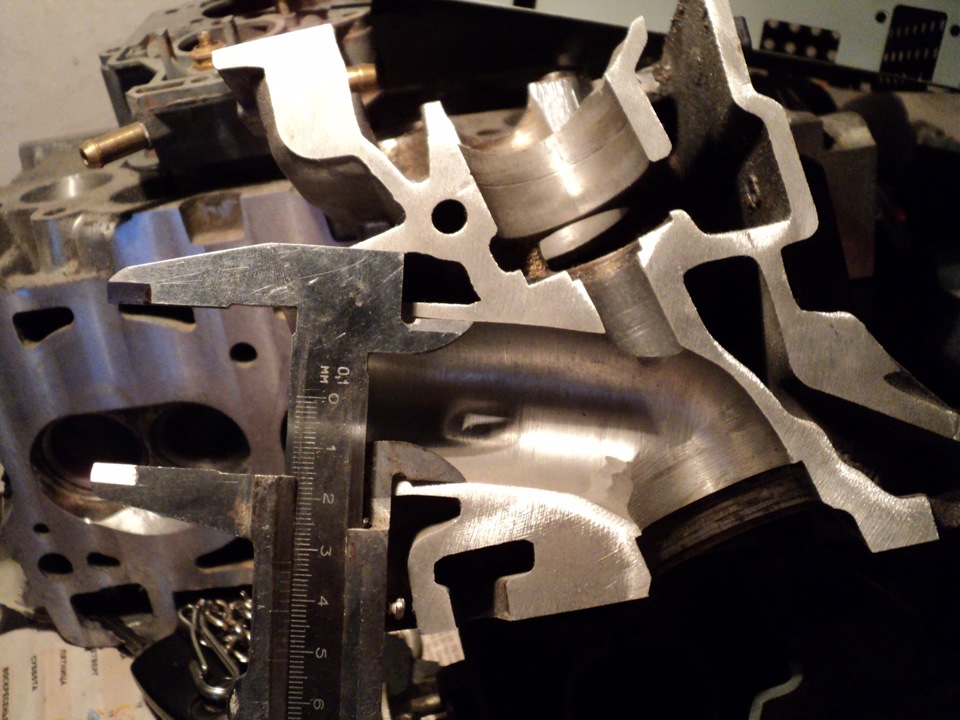
Наплывы лучше снимать маленькими бор-фрезами (комплект около 80руб), но их длины не хватает немного и приходит на помощь вот такое 3-минутное изобретение, фрезой не назову, но пилит. Проходя канал 28 мм фрезой очень чувствуются косяки при производстве. Прошёл первый вечер, расточены впуск/выпуск в 30 мм.
Проваливается выпускной клапан как показатель 30 мм, растачиваем в 33 мм)
Ничего сложного в расточке ГБЦ нет, если не выходить за рамки 32/29, дальше есть риск провалиться в рубашку охлаждения, маслоканал втулить обязательно, каналы шлифовать после фрезы, полировать впускные каналы нельзя, выпускные можно, но эффекта полировки немного.
5) Втулим маслоканал
Добрый человек нарисовал чертеж втулки.
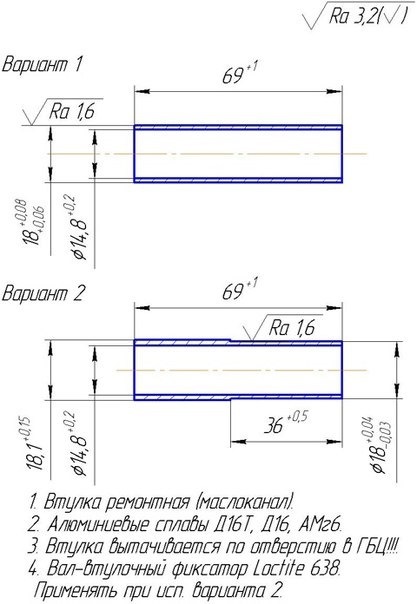
Втулочку вытачиваем только после обработки отверстия в ГБЦ, иначе, вполне можно пролететь с размерами.
Наружный диаметр
6) Расточка впускного коллектора в 33мм
После расточки впускных каналов ГБЦ в 33мм нужно расточить коллектор в эти же 33мм, всё вроде просто, но на деле ГБЦ точится гораздо проще)))
Особняком нервов и злости стала перегородка между каналами — фрезой трудно проходить из-за перегородки, наждачной бумагой тоже, приходилось классически — через резиновый шланг, ветоши и нождачной бумагой, предварительно убрав эту перегородку мелкими фрезами)

Использовал гибкий шланг и шестигранник, в котором срезал поворот и сделал вырез, куда крепил наждачку)
Шлифовка Р80-120-180-240-320-600
Доработка необходимая, даже без расточки каналов
Использовал пластилин, прижимая коллектор видно нестыковку, которую и надо убрать. Штифты чтобы коллектор не гулял.

Любые "ступеньки" в канале рождают паразитные завихрения, заметно тормозящие поток, поэтому от них необходимо избавиться. Убираем нестыковки, одновременно доработав прокладки под коллектора (дабы пресловутых ступенек не создавали и они). Настоятельно рекомендую перед удалением нестыковок каналов сделать следущее — посадить коллектора на штифты. Причиной тому служит крепёж коллекторов на некоторых двигателях, допускающий некоторое смещение плоскостей коллекторов и ГБЦ друг относительно друга. Чем это грозит, предельно ясно — немного сместив коллектора при крепеже после удаления нестыковок, мы самостоятельно убиваем плоды своей же работы. Штифтов достаточно по два на коллектор — по краям. Ищем место на ГБЦ и коллекторе, где можно безопасно всверлиться. В ГБЦ прочно сажаем металлический штифт, на который легко, но без особых люфтов должен надеваться коллектор — вуаля, точное позиционирование коллекторов относительно ГБЦ нам гарантировано. Не забудьте только сделать несколько дополнительных отверстий в прокладке. Отмечу так же, что если диаметр канала впускного коллектора меньше диаметра канала ГБЦ на 1-1,5 мм при нормальной соосности каналов, то это не создаст измеримого сопротивления прохождению потока, поэтому филигранной подводкой диаметров каналов в этом случае можно пренебречь. На выпуске аналогично, только наоборот — выпускной канал в ГБЦ может быть несколько меньше канала в выпускном коллекторе. Более того, т.к. называемые "обратные ступеньки" на выпуске используют для борьбы с некоторыми негативными явлениями настроенной выпускной системы, но сейчас разговор не об этом.
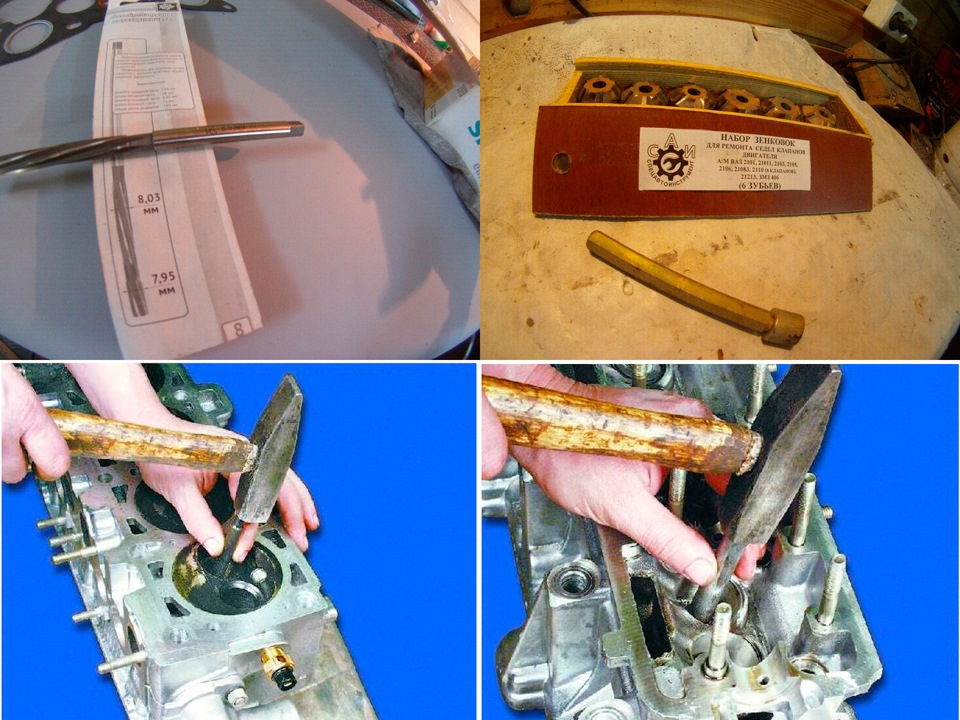
9) Замена направляющих
С направляющими интересная ситуация — купил когда-то комплект SM, а они оказались без колец и отдельно они не продаются( Пришлось покупать ещё комплект уже проверяя наличие колец)
На внутренней поверхности втулок выполнены спиральные канавки для смазки клапанов: у направляющих втулок впускных клапанов — до половины длины отверстия, у втулок выпускных клапанов — по всей длине отверстия.
Выбиваются просто, забиваются несложно — главное равномерно нагреть ГБЦ, а сами направляющие охладить)
Клапана не заходят и это хорошо, надо развернуть
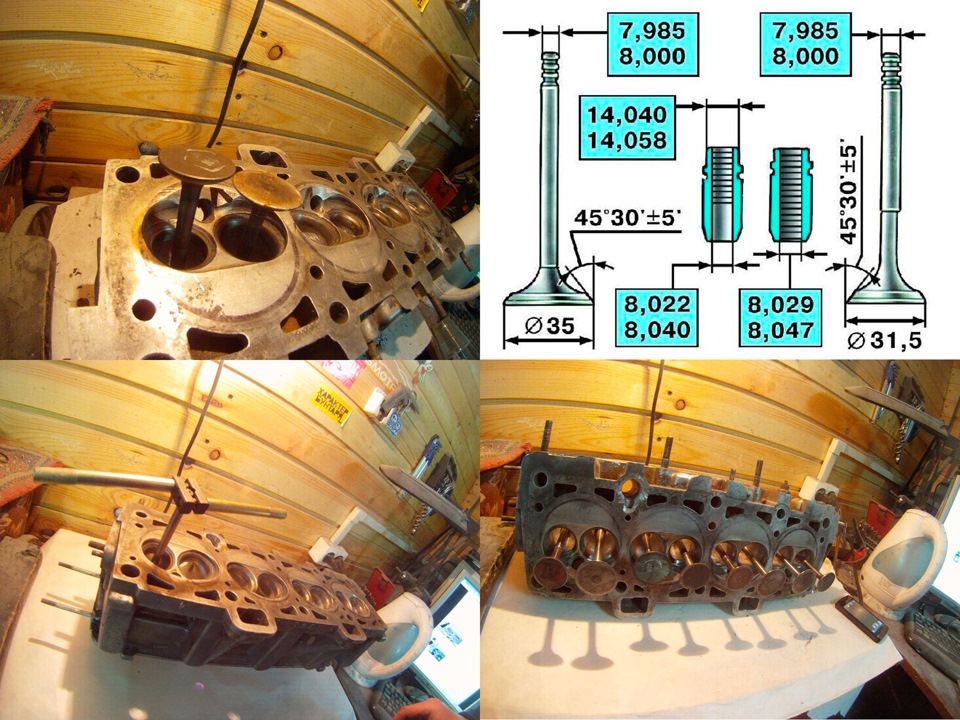
10) Зенковка седел
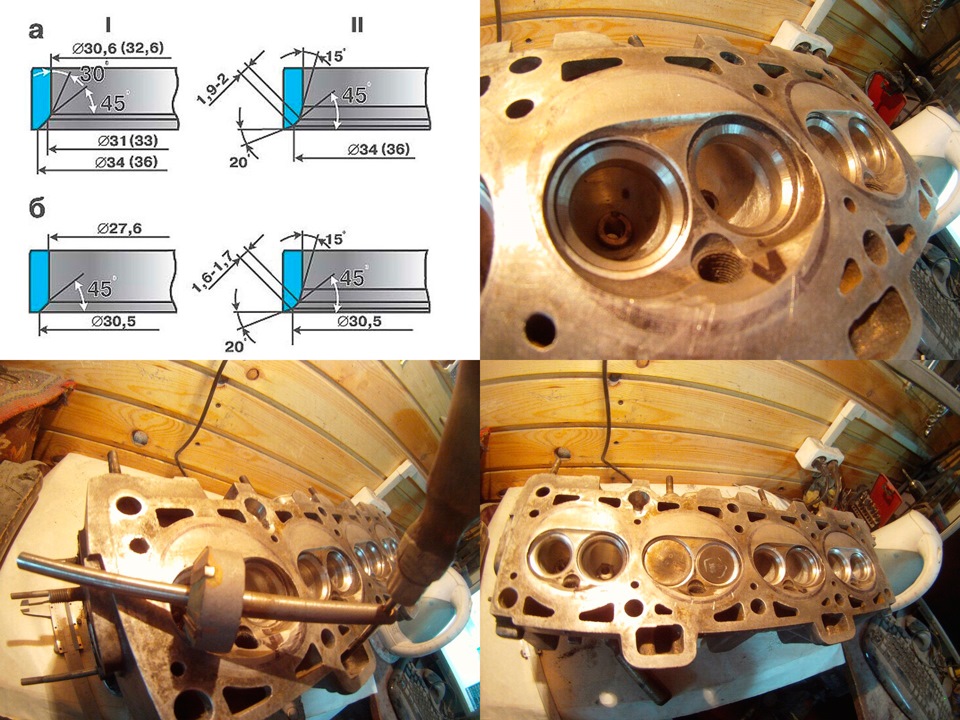
а – седло впускного клапана б – седло выпускного клапана I – новое седло II – седло после ремонта
Сначала проходил под 45гр, потом 20гр и 15гр. хотя можно и наоборот. Качество зенковок не радует.
Итог, фаски 20 и 15 градусов почти не видно, но они есть)
11) Притирка клапанов
Притирку клапанов делал впервые, жутко утомительное занятие…

Проверка (взято из мурзилки): Для проверки герметичности клапана установите его в головку с пружинами и сухарями.
Затем положите головку набок и залейте керосин в тот канал, который закрыт клапаном.
Если в течение трех минут керосин не просочится в камеру сгорания – клапан
герметичен.
12) Доработка КС
Седла клапанов после прирезки получились просажены на 2 мм. В начале открытия впускного клапана (на 1-2 мм) топливовоздушная смесь будет испытывать значительные затруднения, проникновению в цилиндры двигателя. В случае с выпускным клапаном уступ будет мешать очистке цилиндров от выхлопных газов в конечной фазе выпуска. Наличие неровностей и острых углов очень сильно сказывается на "продувке цилиндров", очень важной фазе работы двигателя, к примеру на известный распредвал Нуждин 10,93 широкофазный и КПД сильно зависит от "продувки" =)

Использовал точильние камни и нождачную бумагу. Чтобы не испортить случайно кромки седел вставляем ненужные клапаны. Сглаживаем и выводим форму КС.
Ставим ГБЦ ровно на столе, для этого пригодится строительный уровень, закручиваем свечи, вставляем клапана и заливаем маслом
Чтобы не возиться с формулами использовал удобный сервис для расчета степени сжатия — это не реклама)))
После фрезеровки плоскости расчетная степень сжатия 10,5
13) Фрезеровка ГБЦ
Фрезеровал на 2мм. Сделали качественно)
После фрезеровки остается много масла и стружки, прикупил химию для чистки

Напшикал, подождал, прочистил, продул с помощью компрессора и так до логического завершения)
14) Расточка карбюратора 24*26
Расточка карбюратора экспериментальная, дело в том что диффузоры имеют форму конуса и аккуратно повторить форму после расточки очень сложно, просто увеличив отверстие карб не будет работать должным образом =)
При правильном подходе солекс 21083 просто заменяется, к примеру 21073 или растачивается на координатно-расточном станке. Этот карб точил сам гибким шлангом с нождачной бумагой, если ехать не будет то заменю его карбом с большими размера диффузоров)))
Растачивал 80, после шлифовал постепенно до Р1000. Промывал и продувал компрессором. Плоскость была неровной — выровнил)

15) Распредвал Нуждин 10,93 282гр.
Хороший человек предложил 10,93 вместе с шестерней, валик бегал немного, долго сравнивал, прикидывал, читал отзывы и решил купить 10,93, хорошие результаты должен показать с расточенной ГБЦ)))

Данные с оф.сайта (Нуждин 10,93) :
Подъем клапана (мм) 10.93
Ширина фазы (градусы ПКВ) 282
Базовый диаметр 37,5 мм
Рекомендуемые установочные фазы — впуск открытие 34 градуса до ВМТ, закрытие 68 градусов после НМТ, выпуск открытие 65 градусов до НМТ, закрытие 32 градуса после ВМТ.
Подъем впускного клапана в точке ВМТ 2,10 мм.
Делал всё это давно — уже перебрался на 16V и почти собрал машинку.

Пишите конструктивную критику и замечания — добавлю в пост =)
Автолюбители, независимо от стажа владения машиной, постоянно ищут способы повышения мощности двигателя. Есть несколько вариантов усовершенствования вашего автомобиля, одним из которых является доработка головки блока цилиндров (ГБЦ).
Мы знаем, что крутящий момент, а соответственно и мощность, находятся в прямой зависимости от такого показателя, как коэффициент наполнения цилиндров рабочей смесью. Чем больше наполнение, тем больше мощность двигателя, которая растет при смещении максимального значения крутящего момента на более высокие обороты. Для этого устанавливают распредвалы с расширенными фазами впуска/выпуска и увеличенными подъемами клапанов, но на практике этого оказывается недостаточно. Если критически подойти к рассмотрению головки блока цилиндров, то мы увидим множество недочетов — казалось бы, мелких, но именно они не дают реализовать полный потенциал мотора. Это обусловлено технологией изготовления при массовом производстве ГБЦ, и поэтому все придется исправлять самим или на станции техобслуживания. Как? Об этом речь:
Стыковка каналов ГБЦ и коллекторов
Наиболее заметным «ляпом» наших производителей можно назвать неточную стыковку отверстий каналов ГБЦ и коллекторов. Еще с уроков физики мы помним, что любой бугорок на пути воздушного потока вызывает возникновение завихрений, а, следовательно, снижение его скорости. Здесь же у нас целые «ступеньки», от которых необходимо обязательно избавиться. Одновременно необходимо проверить прокладки под коллекторы, чтобы они также не создавали препятствий.
Желательно перед началом работ посадить коллекторы на штифты. Это необходимо по той причине, что крепеж коллекторов на автомобилях ВАЗ допускает небольшое смещение плоскостей ГБЦ и коллекторов относительно друг друга, что может привести всю работу к нулевому результату. Находим места на ГБЦ и коллекторах (2 штифта на каждый по краям) для удобного засверливания. В ГБЦ металлические штифты сажаем плотно, коллекторы же должны на них надеваться легко, но без люфтов. Проделайте необходимые отверстия в прокладке. Теперь точное позиционирование коллекторов и ГБЦ обеспечено.

Следует учесть то, что если диаметр канала ГБЦ немного больше (1-1,5 мм) диаметра канала впускного коллектора, но их соосность совпадает, то этим можно пренебречь, так как сколько-нибудь значимого сопротивления это не создаст. На выпуске создается аналогичная ситуация, только канал ГБЦ теперь может быть немного меньше канала выпускного коллектора.
Впускные/выпускные каналы ГБЦ
Если внимательно осмотреть впускные/выпускные каналы заводской головки блока цилиндров, то сразу бросаются в глаза приливы литья в районе направляющих втулок клапанов, выступающие в канал втулки и местами ломаная форма узких каналов. Используя шаровые фрезы разных форм и размеров необходимо добиться увеличения проходного сечения каналов, удалить все неровности и выступающие части. Форму канала надо изменить таким образом, чтобы его изгиб был наиболее плавным, но сохранил определенные радиусы кривизны. Внутренняя поверхность впускных каналов оставляется немного шероховатой для лучшей испаряемости бензина с их стенок. Выпускные каналы можно полировать, хотя заметного эффекта это не даст.
Поперечное сечение канала не должно быть правильной окружности. Впускной канал имеет форму эллипса с небольшим бочкообразным расширением перед седлом клапана. Остальная часть канала ГБЦ и впускного коллектора плавно сужается по направлению потока.

Проводя увеличение диаметра каналов надо учитывать близлежащие внутренние коммуникации. При неаккуратной работе можно повредить маслоканал или канал рубашки охлаждения. При работе с ГБЦ восьмиклапанных двигателей, которые применяются на переднеприводных ВАЗах, надо быть предельно осторожным. Хотя это не убережет вас при расточке одного впускного канала, в котором маслоканал проходит настолько близко, что его вскрытие неизбежно. К сожалению, даже если канал останется невскрытым, он может быть просто прикрыт тонким слоем алюминия и позже прорвётся под давлением масла работающего двигателя.
Перед началом расточки желательно в маслоканал вогнать стальную втулку, но, к сожалению, это не самый удобный вариант. Лучше устанавливать стальные или алюминиевые втулки после вскрытия канала, либо заваривать канал аргоном.
Вначале определитесь: с коллектора или ГБЦ начинать расточку. При значительном увеличении диаметра каналов работы начинают в деталях с более тонкими стенками, а по их форме и положению затем растачиваются каналы сопрягаемых блоков. В классических двигателях ВАЗ принято начинать расточку с коллектора, потому что каналы ГБЦ имеют достаточный запас толщины для последующего совмещения.
Обратите внимание на части направляющих втулок клапанов, которые выступают в каналы. Они создают заметные помехи потоку, поэтому их стараются укоротить или заострить. Иногда втулки стачивают заподлицо со стенкой канала и, хотя это в лучшей степени оптимизирует его пропускную способность, но такая доработка снижает ресурс направляющих, у которых он и так невелик на форсированных двигателях.
Клапаны
Здесь доработки направлены на увеличение пропускной способности и уменьшение веса клапанов. Увеличить пропускную способность можно изменив профиль тарелки, а так же рабочие и дополнительные фаски клапана.

При переточке клапанов снимается лишний металл с обеих сторон тарелки клапана. На лицевой стороне делается небольшая выемка, а на тыльной уменьшается радиус перехода стержня в тарелку. Так же утоньшается тарелка и стержень клапана. Если вы не планируете менять втулки, то снимите лишний металл с ножки клапана от тарелки до направляющей втулки.
Уменьшение диаметра всей ножки потребует замены направляющих втулок с меньшим диаметром отверстия. На 8-клапанных моторах ВАЗ при уменьшении диаметра ножки клапана с 8 до 7 мм можно добиться снижения веса стержня на 23,5%. У 16-клапанных двигателей диаметр стержня изначально составляет 7 мм.
Можно поставить титаноалюминиевые клапаны, которые на 40% легче стальных, но они очень хрупкие и дорого стоят. Седла при этом приходится менять на бронзовые, которые более мягкие по сравнению с чугунными, что приводит к уменьшению отскока клапана при закрытии и дополнительно гасит ударные нагрузки.
На 8-клапанных двигателях ВАЗ рабочие фаски делают уже, угол выпускных меняют на 45º, а угол впускных на 30º. В местах перехода тарелки клапана в рабочую фаску нарезают дополнительные фаски, что дает прирост около 5-6%.

Дальнейшая доработка предусматривает замену клапанов на увеличенные модели. Их можно устанавливать без замены седел, так как штатные позволяют несколько увеличить свой внутренний диаметр и диаметр рабочей фаски. Это практикуется на 16-клапанных ГБЦ 2112, на которые устанавливаются облегчённые увеличенные клапаны 32/27 «АЕ» (Federal Mogul) ВАЗ 2112 / Приора 16V.

Также возможна установка увеличенных клапанов, предусматривающая замену седел. При этом вырезаются родные седла и устанавливаются чугунные или бронзовые большего размера. В них нарезаются необходимые фаски и устанавливаются клапаны еще большего размера, чем рассмотренные ранее. Этот способ дороже первого, но наиболее эффективен, а для 8-клапанных ГБЦ автомобилей ВАЗ является единственным решением. Прибавка мощности с такой доработкой достигает 8-10%. В этом случае можно установить облегченные увеличенные клапаны 39/34 «СТК Мотор Спорт» ВАЗ 2108 / 2110 8V.
Чтобы вы могли лучше ориентироваться, мы приведем данные по клапанам, которые можно устанавливать на двигатели ВАЗ:
- — ВАЗ 2101-2107, 21213 – клапаны от 39/34 до 42/35;
- — ВАЗ 21083/2111 – клапаны от 39/34 до 40/34;
- — ВАЗ 2112 – клапаны от 31/27 до 33/29,
где в числителе указан диаметр тарелок впускных клапанов, а в знаменателе — диаметр выпускных.
Конечно, это не единственное решение, и вы можете подбирать размеры тарелок клапанов самостоятельно, но при этом необходимо учитывать, что для атмосферных двигателей оптимальным соотношением площади выпускного клапана по отношению к впускному — ¾ или примерно 75%. Это наглядно видно из следующих данных:
Если ваш автомобиль оснащен наддувом или впрыском закиси азота, ему необходимо увеличение выпускных клапанов, так как двигатель производит больше отработанных газов. Под такие моторы соотношение клапанов может быть от 90% и более.
Пружины клапанов
Штатные пружины рассчитываются под конкретный двигатель с применением серийного распредвала. Учитывается достаточный запас прочности, рассчитанный на относительно невысокие обороты. В классических двигателях клапаны зависают на оборотах более 7000, на ВАЗ 21083 допускаются большие обороты, а на ВАЗ 2112 неадекватная работа клапанов вероятна на оборотах 7500-8000 об/мин.
Замена распредвала на более верховой может привести к зависанию клапанов. Наиболее простым способом является увеличение преднатяга штатной пружины, что выполняется подкладыванием под нее шайбы. Усилие на пружине увеличивается, но заметно уменьшается свободный ход.
При установке спортивных распредвалов предъявляются более жесткие требования к усилиям на пружинах. В этом случае требуется большой подъем кулачка и соответствующий ход пружины, поэтому их меняют на более жесткие, которые имеют больший ход сжатия. Хорошим примером могут служить усиленные пружины клапанов PROSPORT ВАЗ 2108 / 2110 8V.
Более жесткие пружины заметно увеличивают нагрузки на клапаны, распредвал и тарелки, поэтому такую доработку желательно проводить последней из всех способов повышения порога зависания клапанов.
Еще одним способом является облегчение тарелок клапанных пружин. Их меньшая масса снижает нагрузки на распредвал и детали ГРМ, что особенно важно на повышенных оборотах. Можно перетачивать штатные тарелки, но лучше поставить новые из алюминиевого сплава или титана. Алюминиевые дешевле, но подвержены деформациям в критических режимах работы. Более прочными являются титановые изделия, хотя некоторых автолюбителей сдерживает их цена. Хорошо себя зарекомендовали тарелки пружины клапана SPORT (титан, алюминиевый сплав) ВАЗ 2108/2110 8V.
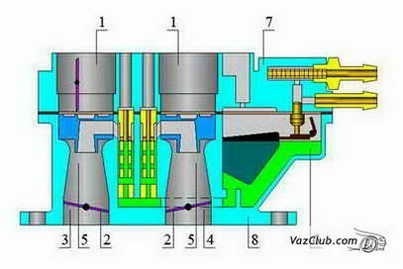
Толкатели клапанов
В двигателях ВАЗ 2108 и 2112 кинетическая связь клапанов ГБЦ с распредвалами осуществляется при помощи толкателей. На ГБЦ 2108 они механические с регулировочными шайбами, а на ГБЦ 2112 — гидрокомпенсаторы. Для 16-клапанных двигателей подходят цельные толкатели клапана d-30 мм SPORT ВАЗ 2112/Приора/Калина 16V. Штатные толкатели имеют некоторые ограничения, поэтому неприемлемы при работе со спортивными распредвалами. В этом случае применяются цельные механические толкатели, имеющие увеличенный диаметр и не требующие регулировочных шайб. Для их установки необходима расточка колодцев серийных толкателей до нужного размера.
Клапаны регулируются подбором подпятников нужного размера, что довольно трудоемко. Работа мастера по регулировке 8 клапанов вам обойдется в пределах 3000 руб.
Рычаги привода клапанов
На двигателях ВАЗ классического типа приводом клапанов от распредвала являются рычаги (рокеры). Они удобны и просты в регулировке тепловых зазоров клапанов и допускают применение компактных распредвалов, но имеют излишнюю массивность и допускают некоторое отклонение кинематики движения клапана. Также на ГБЦ «классики» рокер может слететь с посадочного места при сверхвысоких оборотах. В качестве борьбы с этими недостатками рычаги облегчаются, устанавливаются легкосплавные модели и ставятся на более жесткие пружины.
Направляющие втулки клапанов
В зависимости от типа двигателя и предполагаемых режимов работы подбирается конструкция и материал направляющих втулок клапанов. Причины, которые могут потребовать доработки или замены штатного оборудования:
- — При использовании клапанов с меньшим диаметром стержня;
- — При сильно выступающей части направляющей втулки в канал ГБЦ;
- — Если форма или размер противоположной части направляющей не удовлетворяют требованиям;
- — При недостаточной теплопроводности направляющей втулки (возможна замена на бронзовые).
Бронза является хорошим теплопроводником, хорошо отводит тепло от клапана и эффективно его рассеивает в ГБЦ, поэтому на высокофорсированных двигателях применение бронзовых направляющих втулок крайне необходимо.
Хорошим примером изделий являются направляющие втулки клапанов бронзовые ВАЗ 2108/2110 8V. Они имеют немного меньший ресурс по сравнению с металлокерамическими изделиями, но все зависит от режимов работы двигателя и их завода-изготовителя.
Форма камеры сгорания
При помощи этой доработки можно значительно снизить риск возникновения детонации, улучшить наполнение цилиндра и создать условия, при которых топливная смесь будет лучше распределяться, перемешиваться и возгораться.
Детонация возникает в местах, наиболее удаленных от свечи. Это объясняется тем, что при возгорании смеси давление в камере сгорания (КС) резко возрастает и приводит к чрезвычайной компрессии еще не воспламенившейся смеси. Это провоцирует ее самовоспламенение, которое носит взрывной характер и приводит к резкому повышению температуры и давления в цилиндре. Возникает детонация, характеризующаяся металлическими звуками и распространяющаяся по двигателю серией ударных волн детонационных взрывов. Частые возникновения детонации приводят к разрушительным последствиям, поэтому надо принимать меры к их устранению. Для этого максимально сглаживают острые кромки и углы камер сгорания, удаляют погрешности литья и полируют поверхность камер сгорания, что дополнительно прибавляет 5% мощности за счет снижения тепловых потерь.
Для улучшения наполнения цилиндра и создания оптимальных условий для топливной смеси необходимо, прежде всего, обратить внимание на форму КС вокруг клапанов. На ВАЗовских 8-клапанных ГБЦ КС имеет клиновидную форму и клапанная щель «экранирована» ее отвесными стенками. Это приводит к тому, что поток рабочей смеси вынужден преодолевать дополнительные препятствия, что хорошо заметно при установке увеличенных клапанов. Поэтому объем КС должен быть расширен вокруг клапана. Так же необходимо доработать сегмент клапанной щели возле свечи зажигания и сделать сопряжение дна и вертикальных стенок КС более плавным. Вокруг седел клапанов не должно быть каких-либо ступенек или колодцев, а конусное углубление седла клапана должно быть не более 30º относительно дна КС.
ГБЦ ВАЗ 2112 изначально имеет полусферическую КС, что минимизирует все необходимые доработки и заключается в ликвидации огрехов серийного производства.
Степень сжатия
Степенью сжатия (СЖ) является отношение полного объема цилиндра ко всему объему КС. Чем больше сжата топливная смесь перед воспламенением, тем большую работу она совершит впоследствии. Повышая СЖ, мы увеличиваем мощность двигателя, но есть и ограничивающие факторы, такие как рост нагрузки на поршневую и риск возникновения детонации. Стандартные литые поршни двигателей ВАЗ допускают СЖ до 11:1.
Для двигателей с небольшими фазами ГРМ прибавка мощности относительно степени увеличения СЖ хорошо отслеживается по следующей таблице:
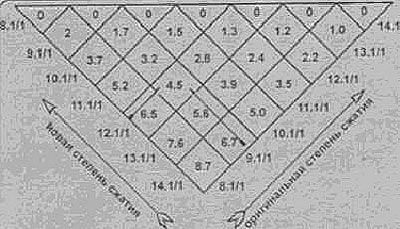
Наиболее заметен положительный эффект от роста СЖ в двигателях с широкими фазами открытия клапанов. Это происходит оттого, что коэффициент наполнения атмосферных двигателей ВАЗ не превышает 100%, то есть динамическая СЖ не превышает статическую СЖ. Динамическая СЖ — объем топливно-воздушной смеси, попавшей в цилиндр, относительно объема камеры сгорания. При использовании широкофазных распредвалов на низких и средних оборотах динамическая СЖ ниже статической. Повышение СЖ приводит к пропорциональному росту динамической, что положительно влияет на мощность и экономические показатели двигателя. При этом необходимо исключить предпосылки возникновения детонации при максимальном коэффициенте наполнения цилиндра, что достигается повышением октанового числа топлива и изменением состава топливно-воздушной смеси.
С ростом оборотов двигателя длительность цикла сгорания уменьшается, что может привести к неполному сгоранию топлива, а, следовательно, потере мощности. Поэтому повышая СЖ, мы ускоряем процесс сгорания, что позволяет получить максимальную мощность от двигателя. Вследствие этого большинство высокооборотистых форсированных бензиновых двигателей требуют повышения СЖ.
После проведения доработок ГБЦ, которые мы рассмотрели в данной статье, вы сможете полностью раскрыть потенциал двигателя вашего автомобиля!
Двигатели модели ВАЗ 2108 не отличаются ни совершенством, ни надежностью, поэтому владельцы этих автомобилей стараются максимально улучшить различные показатели мотора. Об эффективных вариантах тюнинга расскажем в данной статье.
1 Технические изменения в системе двигателя ВАЗ 2108
В первую очередь владельцы автомобиля ВАЗ 2108 стараются сделать больше объем двигателя, что позволит поднять и его мощность. Для этого необходимо увеличить ход поршня на 3-3,8 миллиметра. Как правило, это достигается заменой коленчатого вала и поршней, однако в зависимости от конкретной модификации двигателя действовать можно несколькими способами:
- установить кованые поршни увеличенного размера и формы,
- механически доработать стандартные поршни,
- установить поршни от модели 21213 и заменить шатуны системы.
Для стандартного серийного двигателя ВАЗ 2108 с объемом 1,6 литров лучше всего использовать коленвал размером 75,6 миллиметров, на 1,5 литровых двигателях – размером 71 миллиметр.