- Высокотехнологичное соединение алюминия клеем «Холодная сварка»
- Холодная сварка ASTROhim для алюминия, серия Total Bond
- Герметик (холодная сварка) Анлес Унипласт-универсал 20гр алюминий
- Weicon Repair Stick ST Aluminium. Ремонтный стержень
- Сварка холодная «Быстрая сталь» METALFIX LAVR 60гр
- Aluminium Putty F (Devcon F), металлополимер наполненный алюминием
- Холодная сварка — эпоксидный многоцелевой компаунд Permatex GOLD WELD
- Сварка деформацией особенности технологии
- Стыковой метод
- Точечная технология
- Шовный способ
- Заключение и выводы
- Виды холодной сварки алюминия
- Применение холодной сварки
- Методы сварки деформацией
- Точечная сварка
- Шовная сварка
- Стыковая сварка
- Холодная сварка клеем
- Выбор клея для сварки
- Пошаговый процесс холодной сварки
- Меры предосторожности
- Преимущества и недостатки клеевой методики
- Производители и популярные марки
- Виды холодной сварки алюминия
- Методы сварки деформацией
- Точечный
- Шовный
- Стыковой
- Холодная сварка клеем
- Выбор клея
- Пошаговый процесс
- Преимущества и недостатки клеевого метода
Алюминий считается одним из самых распространённым металлов на данный момент. Используют этот металл в разных отраслях, благодаря его характеристикам. Однако, далеко не всегда удаётся состыковать алюминиевые детали с помощью сварки. Соединение на болтах будет ненадёжным для этого металла. Из-за этого большую популярность получила холодная сварка для алюминия.

Высокотехнологичное соединение алюминия клеем «Холодная сварка»
Холодная сварка алюминия представляет собой соединение деталей с помощью специальной клеевой смеси. Благодаря ей, получается надёжное соединение без нагревания металла.
В качестве связывающей смеси выступает эпоксидный компаунд. Он представляет собой густую массу, по консистенции напоминающую мастику. Холодная сварка для алюминия состоит из эпоксидной смолы насыщенной металлическим порошком. Благодаря его содержанию в смоле, увеличивается показатель прочности затвердевшего состава. Склеенное место может быть прочнее, чем сам материал.
Помимо основного компонента (эпоксидной смолы) в упаковке есть второй компонент. Это специальный отвердитель, который при перемешивании с “эпоксидкой” вступает в реакцию и состав начинает застывать. В промежуток времени от 10 до 30 минут, мастер должен успеть нанести смолу на детали и соединить их. Далее нужно прижать отдельные детали вместе на 15-20 минут (в некоторых клеях время фиксации для отвердевания доходит до 40 минут).
Совет! Приступать к дальнейшим работам желательно через 2-3 часа после нанесения клеящей смеси. Полного застывания эпоксидной смолы нужно ждать как правило, не меньше суток.
Важно помнить о том, что как высокотемпературная так и холодная сварка это вредные процессы, которые требуют индивидуальной защиты человеческого организма. При взаимодействии с клеями, нужно чтобы помещение хорошо проветривалось, рядом не было открытого огня. Для защиты органов дыхания следует одевать респиратор. Чтобы не получить раздражение слизистой оболочки глаза, желательно одевать защитные очки. При проглатывании эпоксидной смолы, необходимо немедленно отправиться в больницу.
У клеевых смесей есть ряд серьёзных преимуществ:
- Не требуется покупать дополнительное оборудование и искать точки подключения к сети.
- С эпоксидной смолой сможет работать любой человек без каких-либо навыков. На упаковках указывается пошаговая инструкция. Этого нельзя сказать про сварку с помощью электрооборудования.
- Отвердевший клей образует прочный шов, который немногим уступает сварочным соединениям.
- Затвердевшие составы устойчивы к коррозийным процессам, воздействию влаги, масел и топлива.
- Спустя 20-60 минут получается прочное соединение.
- Холодная сварка считается экономичным вариантом для починки разнообразной техники.
При использовании сварочных автоматов, соединяемый металл подвергается воздействию высоких температур и сильной деформации. Этих недостатков лишена холодная сварка. Однако, клей нельзя использовать при починке сосудов с высоким давлением и емкостей, которые часто подвергаются смене окружающей среды (влажность, температура).
Холодная сварка ASTROhim для алюминия, серия Total Bond
ASTROhim – холодная сварка для алюминия. Используется для проведения различных видов ремонтных работ. Помимо алюминия, этот состав эффективно соединяет деревянные, стальные и керамические детали в разных комбинациях.
Этапы выполнения работ с помощью холодной сварки ASTROhim:
- Очистить рабочие поверхности от грязи, пыли. Ржавчину снять с помощью наждачной бумаги, обезжирить и просушить.
- Далее нужно смочить руки под проточной водой, отрезать часть эпоксидного стержня, смешать его с отвердителем и разомнуть в ладонях.
- Нанести готовый состав на склеиваемые поверхности. Прижать их на 15 минут.
Если нужно восстановить резьбу, нужно намазать готовую смесь на старую часть резьбы, и вкрутить болт. Через 20 минут нужно выкрутить болт. Использовать готовую резьбу можно через 90 минут.
- Жизнеспособность смеси после смешивания компонентов – 7 минут. Температура в помещении должна быть около +20° С.
- Время схватывания – 20 минут.
- Проводить другие работы можно через 1,5 часа.
- Сохраняет свои свойства при температуре от -60 и до +150° С.
Отвердевает клей быстрее при нагревании и медленнее при снижении температуры.

В этой серии выпускается «Холодная сварка ASTROhim термостойкая» — высокотемпературная холодная сварка для алюминия, силумина. Надежно ремонтирует детали из других цветных и черных металлов, также керамики, рабочая температура от -60° С до +250° С.
Герметик (холодная сварка) Анлес Унипласт-универсал 20гр алюминий
Эпоксипластилин, суперкомпаунд. Анлес Унипласт-универсал – представляет собой холодную сварку на основе алюминия. Используется для скрепления заготовок из различных металлов (цветных и черных), восстановления резьбы, ремонта сантехнических труб и емкостей для хранения топлива. Это двухкомпонентный состав, который состоит из отвердителя и эпоксидной смолы. Основа дополнительно усиливается алюминиевой или бронзовой пылью.
Этапы работы с Анлес Унипласт-универсал:
- Рабочая поверхность очищается от грязи и ржавчины. Обрабатывается наждачной бумагой. Затем поверхность обезжиривается и просушивается.
- Отвердитель и основу нужно отрезать в равных частях, перемешать до получения однородной массы и нанести на склеиваемые детали.
- Зафиксировать место склейки с помощью жгута или положить под груз.
Продолжать работы рекомендуется спустя 24 часа. Имеет высокие электроизоляционные свойства.
- Жизнеспособность готового состава – около 25 минут. Температура +20° С.
- Максимальная прочность соединения наступает спустя сутки.
- Холодная сварка устойчива к длительному воздействию воды, бензина и масел.
- Выдерживает температуры от -40 и до +120° С.
Работать с этим клеем нужно в хорошо проветриваемом помещении и вдали от источников огня.
Weicon Repair Stick ST Aluminium. Ремонтный стержень
Weicon Repair Stick ST Aluminium – представляет собой ремонтный стержень, который используется для починки сантехнических труб, исправления визуальных повреждений на обшивке судов, лодок, автомобилей и оконных рам. Стержень состоит из эпоксидной смолы с медным наполнителем. Относится к ремонтным стикам.
Этапы работы с холодной сваркой Weicon Repair Stick ST Aluminium:
- Поверхность соединяемых деталей очищается от грязи, обрабатывается наждачной бумагой, обезжиривается.
- С помощью канцелярского ножа нужно отрезать от стержня требуемую часть, смочить руки и разомнуть в пальцах клей.
- Нанести на сломанную часть и прижать на 20 минут.
Желательно продолжать работы со склеенным изделием спустя сутки.
- При 20 градусах, жизнеспособность состава – 4 мин.
- Устойчивость к температурам от -50 до +120° С.
- Полное время отвердевания – 24 часа.
Работать с клеящим составом можно от +10 до +35° С.
Сварка холодная «Быстрая сталь» METALFIX LAVR 60гр
«Быстрая сталь» METALFIX LAVR – двухкомпонентная смесь, которую используют для соединения черных и цветных металлов, бетона, дерева, пластика, гранита и различных полимерных материалов. Также эту холодную сварку используют для починки сантехнических труб, ремонта автомобилей и промышленного оборудования.

- Поверхности склеиваемых деталей очищаются от слоя пыли и ржавчины. Далее она обрабатывается с помощью крупнозернистой «наждачки».
- Нужно обезжирить поверхности и высушить.
- Отрезать часть эпоксидной смолы и тщательно размять её в ладонях.
- Нанести смесь на склеиваемые поверхности, растереть её до нужной формы любым плоским предметом.
Чтобы продолжать работы, нужно выждать всего 1,5 часа. Не уступает по прочности сварному шву. Устраняет течи бензобаков, радиаторов, картеров двигателя и коробки передач.
- Частично схватывается клей за 15 минут.
- Устойчив к длительному воздействию влаги и масел.
- Полное отвердевание достигается спустя сутки.
- Выдерживает температуры от -60 до +150° С.
- Желательно успеть нанести холодную сварку за 10 минут.
Aluminium Putty F (Devcon F), металлополимер наполненный алюминием
Aluminium Putty F (Devcon F) – двухкомпонентный состав, который насыщен алюминиевым порошком. Используется для соединения цветных металлов, а также пластика и бетона. С помощью этой холодной сварки можно создавать алюминиевые поверхности, которые устойчивы к воздействию коррозийных процессов.
- Изначально поверхности склеиваемых деталей очищаются от краски, грязи и ржавчины. Остатки масла и жира нужно удалить с помощью растворителя. При работе с изделиями из алюминия, нужно зачищать его перед нанесением холодной сварки.
- Если работы проводятся при температуре менее +10° С, поверхности разогреваются до +40° С.
- На плоской дощечке смешивается основа и отвердитель с помощью шпателя. Им же готовый клей наносится на детали.
- Готовое изделие обрабатывать мокрой шкуркой.
При нанесении клея, нужно вдавливать его в пустоты и трещины материала. Холодную сварку этого типа можно использовать для починки емкостей, в которых будет содержаться бензин или масло.
- Начинать механические работы со склеенным изделием после отверждения не ранее чем через 4 часа. Через 16 часов при комнатной температуре достигает 75% полной готовности к использованию.
- Устойчив к коррозийным процессам. Защищает металл.
- При полной готовности сохраняет свои свойства при температуре до +120° С.
- Наносить клей можно в течении 60 минут.
Компаунды Devcon F имеют химстойкость к воде, растворам солей, бензину, нефтепродуктам, маслу и пропиленгликолю. Не подходит для длительного контакта с концентрированными кислотами и органическими растворителями.
Холодная сварка — эпоксидный многоцелевой компаунд Permatex GOLD WELD
«Permatex GOLD WELD» — многоцелевой компаунд, смесь на основе “эпоксидки”. Применяется для соединения различных металлов, пластика, керамических изделий, стекла, дерева, резины и различных полимеров. Наносится с помощью тюбика. Процесс применения похож на нанесение клея-момента. Рекомендуется для жесткого соединения и заливки форм.
- Отвердевший состав устойчив к разрушительному воздействию щелочей и кислот.
- Не поддаётся коррозийным процессам.
- Застывает за 4 минуты. Время частичного отверждения – 10 минут.
- В готовом изделии кратковременно выдерживает температуру до +177° С.
Эта холодная сварка устойчива к физическим воздействиям и вибрациям. Благодаря этому её используют для починки промышленного оборудования. Основное применение: алюминий, сталь, латунь, бронза и медь. Продукт устойчив к воздействию большинства автомобильных, промышленных и очищающих жидкостей.
Сварка деформацией особенности технологии
Когда алюминиевые заготовки соединяются при комнатной температуре, этот способ называется “холодная сварка”. Помимо использования клеевых составов, которые были описаны выше, существуют принцип деформации. Заключается эта технология в нескольких ключевых этапах:
- Алюминиевые поверхности изначально обезжириваются.
- Далее заготовки сближаются как можно ближе и сдавливаются под воздействием давления.
В во время процесса сдавливания, разрушается внешний окисленный слой. Между кристаллическими решётками металла образуются межмолекулярные связи. Таким образом получается надёжное соединение.

С помощью этой технологии можно скреплять другие цветные металлы. Давление может подаваться равномерно или добавляться вибрация. По технологии деформации можно выделить три метода соединения, о которых подробнее будет описано ниже.
Стыковой метод
Эта методика относится к одной из самых надёжных в плане холодной сварки алюминия. Подходит для соединения деталей через их торцы. Таким образом можно объединять пластинки в один большой щит. Процесс скрепления металла происходит в несколько этапов:
- В первую очередь торцы деталей зачищаются. С них снимается краска, ржавчина и грязь. Далее они обезжириваются.
- После очистки детали зажимаются в специальных тисках которые расположены друг напротив друга. Наружу должны торчать только торцы и по 1 см металла.
- Когда заготовки надёжно закреплены в тисках, через них на торцы передаются торцевое давление. С его помощью получается надёжное соединение.
В технологическом плане это простой и малозатратный процесс, который доступен любому мастеру работающему с металлом. Однако, у него есть существенные недостатки.
Во-первых, размеры удерживающих тисков не дают использовать детали больших размеров для соединения. Во-вторых, часть металла зажатая в тисках также подвергается деформации. В-третьих, после окончания стыковой холодной сварки, сложно вытащить готовую деталь из зажимов.
Точечная технология
С помощью этого метода холодной сварки алюминиевые листы могут соединятся внахлёст. Считается наиболее популярной технологией из трёх представленных. Процесс скрепления:
- Детали кладутся друг на друга и прижимаются с двух сторон специальными зажимами.
- С определённым интервалом располагаются пуансоны, на которые и будет передаваться точенное давление.
- На пуансоны передаётся усилие, которое вдавливает их в металл.
Прочность соединения будет зависеть от того, насколько сильно вдавливается пуансон в металл и из какого материала изготовлены эти точечные элементы. Также важным моментом считается количество точек в соединительной линии.
Главное преимущество точечной холодной сварки – малая деформация детали. Она происходит только в точках соприкосновения элементов через которые на алюминий передаётся давление.
Шовный способ
Эффективная методика холодной сварки, которая подразумевает создание сплошного шва с помощью специального оборудования.
Она представляет собой два ролика, между которыми закрепляются детали. Ролики располагаются параллельно друг друга. На их рабочей части закрепляются пуансоны или специальное кольцо. Эти элементы и формируют стыковочный шов. Разделить шовную сварку можно на два вида:
- Односторонняя – вращается один ролик, другой прочно зафиксирован в одном положении.
- Двухсторонняя – два ролика приводятся в движение с помощью электродвигателей.
Процесс скрепления металлических листов:
- Зона которая будет скрепляться, изначально обезжиривается и очищается от грязи с ржавчиной.
- Детали прижимаются между роликами.
- После запуска двигателя, они начинают вращаться и прогоняют детали через рабочую часть. Так получается ровный однородный шов.
Металлурги часто соединяют таким образом большие листы алюминия и других цветных металлов. Однако, нужно помнить о том, что сплошные швы снижают прочность общей детали. Из-за этого шовная методика была со временем модернизирована. В процессе развития технологий появился метод шовно-точечного соединения. Он подразумевает под собой установку на ролики пуансонов, которые делают шов разбитым на множество точек. Таким образом он получается гораздо прочнее.
Заключение и выводы
Холодная сварка позволяет соединять различные материалы без применения дополнительного оборудования и обучения специальным навыкам. Эпоксидная смола расходуется экономично, а после высыхания образует прочный шов, который не уступает основному материалу в надёжности. Нужно понимать, что есть недорогие и малозатратные варианты соединения алюминия в домашних условиях.
Если говорить про алюминий, то не только холодной и горячей сваркой можно достичь прочного скрепления. Для этого можно применять три варианта технологии деформации. Такими методами соединяются и другие цветные металлы. Но этот вариант дорогостоящий, требующий высокой квалификации и на практике не часто имеет превосходство над клеевой холодной сваркой по алюминию.
Как видите — выбор большой, остающийся за умельцами, исходя из конкретной ситуации, зависящий от знаний, искусности, технических средств, временных и финансовых затрат.
Алюминий – широко распространенный металл, он используется в большинстве отраслей промышленности в чистом виде и в сплавах. Несмотря на массу достоинств, есть у материала и недостатки, в частности, существует проблема соединения деталей. Из-за мягкости способ болтового скрепления изделий не подходит, а аргоновая сварка трудоемка и дорога. На помощь мастерам приходит холодная сварка — для алюминия этот метод будет идеален, особенно, если к стыку не предъявляется высоких требований на разрыв и удары.
Виды холодной сварки алюминия
Для алюминиевых деталей подходят три способа стыкования, все они могут именоваться «холодной сваркой». Первый используется на заводах, иных крупных производствах и основывается на механизме диффузии. Взаимное проникновение частиц металлов друг в друга присуще не только алюминию, но именно у этого материала процесс происходит быстрее. Диффузия металлов достигается путем оказания давления особыми стержнями (пуансонами), в результате формируются новые молекулярные связи, появляется крепкий шов.

Еще один метод соединения компонентов – сварка сдвигом. Здесь давление на заготовки будет не точечным, а сплошным со смещением в горизонтальной плоскости. В данном случае создается соединение на большой поверхности. Для работы используются станки, обладающие высокой силой и прижимной способностью.
В домашних условиях сваривать изделия перечисленными способами можно, но есть технология проще. Это холодная сварка или склеивание алюминия специальными химическими составами. В их основе – эпоксидная смола. Также средства содержат металлический порошок, серу, иные минеральные компоненты и присадки. По внешнему виду они напоминают мастику, пластилин или являются жидкими. Смола способна как бы расплавлять поверхность деталей, обеспечивая молекулам взаимное проникновение. В результате получается надежный, крепкий шов.
Применение холодной сварки
Ремонт и склейка деталей холодным свариванием применяется в промышленности, быту. Метод незаменим в аварийной ситуации, когда нужно срочно починить разрыв трубы, поломку крепления. Чаще всего такая мера будет временной, по мере возможности заплатку снимают и заваривают дефект аргоном либо меняют деталь. Для ремонта автомобилей клеи на основе эпоксидной смолы тоже подходят: ими заделывают бамперы, элементы салона, реконструируют иные детали. Сварка хорошо крепится к корпусу авто, после чего его шлифуют, красят.
В продаже есть высокотемпературные средства, они наносятся аналогичным образом, при эксплуатации могут выдерживать температуры до +1000 градусов. Такие материалы после контакта с огнем становятся еще более прочными.

Методы сварки деформацией
Можно ли заварить детали из алюминия своими руками? Для создания неразъемного соединения нужно разрушить оксидную пленку, которая присутствует на поверхности металла, а также плотно прижать изделия друг к другу. Это поможет создать новые кристаллические решетки между молекулами в соединениях. Стоит подробнее рассмотреть три возможных метода сварки деформацией, чтобы выбрать лучший.
Точечная сварка
Точечная холодная сварка является самой популярной, для ее проведения не нужны зажимы. Качество готового стыка будет зависеть от выраженности деформации металла в сварной точке. Нормы по соотношению глубины вдавливания к толщине изделия таковы:
- чистый алюминий – 60-70%;
- сплавы алюминия – 75-90%.
Данная методика подходит лишь для деталей не более 1,5 см толщиной, зато они могут быть достаточно габаритными. Листы укладываются внахлест, сдавливаются пуансонами точечно, с определенным интервалом. Недостатком методики является негерметичность стыка.

Шовная сварка
Для выполнения такого способа стыкования деталей нужно особое оборудование – кольцевой пуансон или вращающийся ролик. Путем оказания переменного давления стык становится сплошным. Если требуется односторонняя сварка, ролик может быть неподвижным. Для двухсторонней сварки применяются два подвижных устройства. Механизм помогает сдавить детали на нужную глубину и получить качественный шов.
Недостаток технологии серьезен. Из-за сильного сплошного сдавливания крепость самой конструкции уменьшается. Поэтому методика была усовершенствована и соединила в себе элементы шовной и точечной техник. Стык создается в ходе вращения ролика с выступами, который оказывает давление на детали точечно. Готовый стык является прерывистой цепью сваренных участков, потому конструкция остается прочной.
Стыковая сварка
Метод подразумевает использование зажимных устройств (губок), причем их размеры определяют максимальную длину деталей, чем накладывают на процесс определенные ограничения. Изделия сжимаются своими торцевыми частями и зоной, соприкасающейся с губкой. Далее на опору направляется осевое давление, способствующее формированию прочного шва. Минусом методики можно назвать сложность извлечения устройства из губок.

Холодная сварка клеем
Для мастера использование клеевых составов является самым доступным методом сваривания алюминия. Такие составы реализуются в любых строительных, хозяйственных магазинах. Лучше сразу покупать средство проверенного производителя, не самое дешевое, иначе сварной шов прослужит недолго.
Выбор клея для сварки
При покупке следует внимательно изучить инструкцию, рассмотрев такие параметры:
- диапазон рабочих температур;
- степень адгезии;
- стойкость к агрессивным условиям.
В отношении алюминия удобнее пользоваться пластилинообразными средствами, особенно, если ремонт производится в экстренном режиме. Все составы являются двухкомпонентными, потому перед применением требуют смешивания составляющих со строгим соблюдением пропорций. Большинство сварок работают при температурах до +130 градусов, некоторые – до +260 градусов. При необходимости можно купить высокотемпературной средство, которое стоит намного дороже.

Пошаговый процесс холодной сварки
Для замешивания массы нельзя применять металлические инструменты, иначе она вступит в реакцию с ними раньше положенного времени. Перед работой нужно надеть средства индивидуальной защиты: перчатки, респиратор, поскольку до застывания испарения эпоксидной смолы вредны для здоровья.
Порядок работы с клеем для сварки таков:
- Обезжирить поверхность. В противном случае качество сцепления сильно пострадает. Для этого этапа лучше применять спирт, ацетон. Полностью высушить поверхность непосредственно перед склейкой.
- Подготовить материал. Из упаковки достать двухслойный брусочек, строго перпендикулярно отрезать кусок необходимого размера. Размять массу пальцами, предварительно смочив перчатки холодной водой. Использовать средство нужно в течение 15-20 минут в зависимости от марки.
- Приложить клей на место будущего стыка. После аккуратного накладывания деталей их надежно фиксируют на 40-50 минут, пока сварка не затвердеет. Лучше не трогать изделия 2-3 часа, а пользоваться ими только спустя сутки, хотя многие производители указывают меньший срок.
- Удалить лишнюю клеевую массу. Пока материал окончательно не застыл, с боков надо убрать вылезший клей при помощи наждачки, острого ножа.
Если необходимо заполнить глубокий дефект, на него последовательно наносят слои толщиной до 0,5 см, дожидаются полного высыхания. Затем повторяют процесс нужное количество раз.
Меры предосторожности
При работе с холодной сваркой обязательным является применение спецодежды, особенно, когда работа ведется в таких условиях:
- в агрессивной среде, местах с повышенной температурой или экологически опасных зонах;
- при регулярной смене условий;
- с сосудами, находящимися под давлением.
Перчатки применяются даже при работе с небольшими кусочками клея для сварки. Он сильно раздражает кожу, потому при случайном попадании ее нужно хорошо промыть с мылом. При проникновении средства в глаза, несмотря на использование защитных очков, их промывают, после обращаются к врачу. В помещении нужно оборудовать вытяжку или обеспечить приток свежего воздуха иным способом, иначе можно получить отравление парами эпоксидной смолы и растворителей.
Преимущества и недостатки клеевой методики
Клей для холодной сварки – удобное приспособление, с ним можно быстро провести ремонт алюминиевых и иных изделий в быту. Если создать сплошной шов, он будет герметичным, влагостойким, практически не подверженным разрушению даже при вибрации (благодаря эластичности). Высокотемпературные составы позволяют склеенным деталям работать в самых тяжелых условиях.
Прочие достоинства метода клеевой сварки:
- простота, отсутствие необходимости опыта работы;
- дешевизна ремонта;
- малое время до начала эксплуатации изделий;
- отсутствие отходов и затрат на электроэнергию;
- возможность создавать швы, заделывать ямки, сколы, царапины;
- возможность сварить алюминий с любыми иными материалами.

Минусом можно назвать то, что сварку нельзя использовать на посуде и иных принадлежностях, контактирующих с пищей. Также детали, которые ежедневно подвергаются ударным нагрузкам, лучше сразу сварить аргоном – прочность клеевого шва быстро снизится. Дешевые составы обычно плохо переносят сильное давление, хотя есть средства, препятствующие даже усилию на разрыв.
Производители и популярные марки
Не стоит покупать составы для сварки неизвестных производителей, лучше клеить детали из алюминия надежными материалами. Выбор марок велик, хорошо себя зарекомендовали следующие:

Для деталей авто из алюминия, дюралюминия можно воспользоваться сваркой Полирем-Алюминий (она подойдет и для бытовых нужд). Средство предназначено специально для алюминия и его сплавов, позволяет провести качественный ремонт без сварочного аппарата. Холодная сварка годится для радиаторов авто, кузова, панелей, головок цилиндров, трубопровода. В любом случае, качество шва будет зависеть от предварительной подготовки, соблюдения инструкции и надежности фиксации, чему следует уделить пристальное внимание.
Если по технологическим условиям нежелателен нагрев соединяемых деталей применяется холодная сварка для алюминия. По прочности данная методика превосходит болтовое крепление. Она хороша тем, что может использоваться в домашних условиях неподготовленными людьми.
Виды холодной сварки алюминия
Соединение алюминиевых деталей без традиционной сварки применяется в промышленности и домашними мастерами для изготовления корпусов приборов, бытовых изделий, восстановления поверхности. Используемые способы:
- Сварка давлением выполняется прижатием соединяемых участков стержнями (пуансонами). За счёт высокого давления оксидный слой разрушается. Это способствует созданию монолитного соединения на молекулярном уровне на местах воздействия пуансонов.
- Сдвиг под давлением аналогичен предыдущему, но соединение за счёт горизонтального смещения происходит по всей длине стыкуемых участков.
- Соединение клеем на основе эпоксидных смол распространено в быту. После нанесения он, реагируя с металлом, внедряется в кристаллическую решётку, прочно скрепляя детали.
Методы сварки деформацией
Обязательным условием этой технологии является очистка с последующим обезжириванием заготовок. Деформация алюминия производится постоянным или переменным давлением. В зависимости от размера заготовок и необходимой надёжности выбирается один из трёх методов.
Точечный
Самый распространённый способ, так как не требуется зажимное устройство. Заготовки кладутся внахлёст, по их длине вдавливаемыми пуансонами создаются интервальные точки соединения. Полученный шов негерметичен. Качество крепления определяется степенью деформации, показывающей отношение глубины вдавливания к толщине материала. Норма по алюминию равна 60 — 70%, для сплавов — 75 — 90%. Не рекомендуется использовать листы толще 15 мм.
Шовный
Применяется для создания герметичных швов любой длины. Выполняется кольцевыми пуансонами или вращающимися роликами с помощью фрезерного или ручного станка. Протяжка осуществляется при одностороннем варианте между роликом и опорой, при двухстороннем — между двумя роликами. Недостатком шовной сварки считается уменьшение толщины по шву, что снижает сопротивление на изгиб.
Стыковой
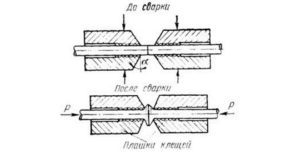
Сварка алюминия этим методом производится в зажимном устройстве, размеры которого ограничивают длину и габариты заготовок. Детали закрепляются в губках, и за счёт осевого давления сопрягаются торцами. Несмотря на высокое качество швов, применение метода ограничено, так как в месте соединения образуется выпуклость. Участки, зажатые в губках, сильно деформируются, поэтому их извлечение затруднено. Метод используется для сваривания алюминиевых проводов, стержней, реже труб. Рекомендуется использовать металл сечением не более 30 мм².
Холодная сварка клеем
Состав продаётся в хозяйственных магазинах в виде мастики или двух жидких компонентов, упакованных в тюбики. Основа состоит из эпоксидной смолы с добавленными наполнителями и присадками для улучшения адгезии, прочности, стойкости к агрессивным веществам и предельным температурам. Имея клей для жидкой сварки и алюминиевые изделия с повреждениями ремонт можно производить даже в полевых условиях.

Выбор клея
В магазинах имеется обширный ассортимент составов отечественного и зарубежного производства. При выборе клея для холодной сварки необходимо:
- сравнивать характеристики имеющихся марок с требуемыми для выполнения работы;
- обращать внимание на универсальные виды, предназначенные для склеивания деталей из алюминия с другими материалами;
- внимательно изучать инструкцию;
- консультироваться с продавцами;
- ознакомиться с отзывами покупателей;
- учитывать, что жидкие составы сохнут дольше, чем мастика.
Пошаговый процесс
Инструменты для подготовки смеси не должны быть металлическими, чтобы она не взаимодействовала раньше срока. Для безопасной работы потребуются защитные перчатки, респиратор. Технология сварки алюминия клеем имеет следующую последовательность:
- Средство извлекается из упаковки.
- Отливается или отрезается необходимое для работы количество.
- Ингредиенты перемешиваются до образования однородной массы. Срок до начала затвердевания составляет 30 минут.
- Соединяемые участки обезжириваются ацетоном.
- Наносится клей, затем детали сжимаются на 40 минут.
- Затем выступившая смесь удаляется наждачной бумагой.
- Изделию дают отстояться пару часов до полного затвердевания средства.
- Заделка дефектов и отверстий производится последовательным нанесением слоёв толщиной 5 мм с полной просушкой каждого.
Преимущества и недостатки клеевого метода
Помимо того что клей «холодная сварка» — это простой способ соединения, он и стоит недорого. Большую популярность метод приобрёл благодаря следующим качествам:
- быстрое, 20 — 30 мин, создание соединений;
- отсутствие затрат на электроэнергию;
- возможность выбора способов соединения (встык, внахлёст, заделка дефектов);
- возможность сварки разнородных материалов;
- соединяемые участки не деформируются.
Однако специфика метода накладывает ограничения на его использование. Применение холодной сварки клеем нежелательно:
- в местах с высокой температурой;
- если изделие должно быть экологически чистым;
- для скрепления деталей, подвергающихся ударным и вибрационным нагрузкам;
- при ремонте сосудов и труб высокого давления;
- для восстановления изделий, эксплуатируемых в агрессивных средах;
- если ёмкость контактирует с продуктами питания и питьевой водой.
После освоения способов холодной сварки любой человек сможет в домашних условиях самостоятельно производить ремонт алюминиевых изделий. Никакого сложного оборудования и навыков для этого не нужно.