
Серийное и мелкосерийное производство, связанное с отливкой изделий, начинается с изготовления болвана и матрицы. Это один из самых ответственных этапов, так как от качества изделия будет зависеть качество каждого следующего конечного продукта. Матрицы из стеклопластика подходят для отливки изделий ручным способом, а также холодного прессования.
Болваны для стеклопластиковых матриц полностью повторяют форму будущего изделия. Заказать болванки из МДФ, дерева, пластика — вы можете у нас.
Матрицы из стеклопластика: этапы изготовления
Самым первым этапом становится создание болван-матрицы или болван-формы (об этом мы расскажем ниже). По готовому болвану изготавливается матрица. Для формы используют стеклопластик или углепластик и специальные матричные гелькоуты.
После финишной обработки болвана, в том числе нанесения восков при необходимости, начинается процесс изготовления матрицы. Гелькоут можно наносить двумя способами:
- Ручным – кистью;
- Методом напыления – с использованием чашечного пульверизатора;
Матричный гелькоут наносится в несколько этапов, слоями разной толщины, обязательно выдерживается до состояния готовность «на отлип». После обработки ровингом или склеивающей пастой, начинается укладка матричного стеклопластикового ламината.
Важно стекломаты укладывать без неровностей и пузырей воздуха. Для этого при необходимости используют предварительный раскрой матов. Каждый слой покрывается специальными полиэфирными смолами.
Еще один важный этап – нанесение армирующего слоя, который обеспечит необходимую прочность и жесткость матрицы, сделает ее устойчивой на изгиб и разрыв, исключит возможность деформации в результате использования. Отлитая матрица обязательно шлифуется и полируется, чтобы убрать даже микроскопические шероховатости и неровности, а затем наносится разделитель – условно постоянный слой, который поможет относительно легко вынимать из матрицы готовые детали.
Для удобства и долгого срока службы матрицы из стеклопластика, в зависимости от формы и способа заливки, оснащают ушками, выемками, ручками, ножками, что обеспечивает аккуратную эксплуатацию и долговечное использование.
Болван матрица:
Чтобы изготовить любую матрицу — необходим болван для нее. Это прототип будущего изделия, в точности повторяющий его форму. При этом качество болвана должно быть очень высокое. Погрешности в размерах, форме, а также неровности и шероховатости поверхности — недопустимы.
Болван-матрица изготавливается либо из того же материала, что и конечное изделие, но чаще всего создается из любого чернового материала. Например, для изготовления матричных болванов нередко используют:
После финишной обработки болваны для матрицы обязательно шпатлюются, красятся и покрываются специальными лаками. Это необходимо для создания идеально гладкой непористой поверхности, что обеспечит глянцевую поверхность изделия и исключит возникновение эффекта «закипания».
Для создания сложных болванов используются фрезерные станки с ЧПУ (числовым программным управлением), которые позволяют создавать точные копии с минимальной погрешностью по размерам, при этом работают с различными материалами.
Где заказать?
Наша компания вот уже почти 15 лет работает на рынке резки и фрезеровки, мы располагаем современной технической базой, высокотехнологичными фрезерными ЧПУ-станками и опытным персоналом. Принимаем заказы на изготовление мастер-моделей для литья и болванов для матриц. Работаем преимущественно с деревом, МДФ, пенополистиролом и пластиком.
- создание 3д модели будущего изделия,
- вырезание на станке болван матрицы (или его деталей при необходимости сборки модели),
- доведение готового изделия до финишного результата (шлифовка, лакировка, покрытие специальными материалами – при необходимости и пожеланиях заказчика).
Сотрудничаем как с частными лицами, так и с корпоративными клиентами. К нам нередко обращаются для изготовления болванов для создания матриц, которые в дальнейшем будут использоваться при производстве катеров, запчастей автомобилей и другой техники.
Уточнить условия работы, сроки выполнения заказа, цены — можно связавшись с нами по телефону: +7 812 336-36-76.
Наше производство расположено в Санкт-Петербурге, но с работаем с клиентами из разных регионов, отправляя заказы посредством транспортных компаний.

Что такое стеклопластик?
Стеклопластиком обычно зовется уже готовое изделие – совокупность материалов, технологий и работ. Чем удобен стеклопластик? Да тем, что можно изготовить любой формы деталь, какую только вообразит фантазия, будь то сабвуфер, повторяющий нижней стенкой очертания багажника, мелкосерийные крылья автомобилей своего дизайна, реплики спойлеров, обвесы, бампера, различные усовершенствования внутренних панелей салона автомобиля и многое другое.
Какие существуют методы производства изделий?
Достаточно часто требуется изготовить всего одно изделие и сэкономить время и материалы, в таком случае делается болван (макет) и прямо по нему клеится стеклопластик с последующим его выведением шпаклёвкой под покраску. Макет должен быть заведомо меньших размеров(на толщину стеклопластик+шпаклёвка.
Другой метод – изготовление изделий по матрице. Применяется для размножения (копирования, тиражирования) какого-либо изделия, а так же если делается в одном экземпляре, но есть вероятность разрушения изделия в процессе эксплуатации (например юбка бампера).
Изготовление болвана
Первым делом необходимо задать будущую форму из любых подручных материалов, наиболее распространенные перечислены ниже.
Для гладких и плавных искривленных плоскостей обычно используют натянутую ткань между жесткими краями.
Для больших и крупногабаритных участков, а также для прямых длинных и тонких используется листовой металл, фанера, ДСП металлические трубы квадратного сечения и любые комбинации с этими материалами.
Для изготовления ребер часто применяется картон, вырезается профиль изделия, расставляются по основанию и либо заполняются пеной промежутки, либо натягивается ткань. Так же картон можно применять и в качестве других конечных граней, вообще при сноровке возможно и весь болван сделать из картона.
Достаточно хороший материал для болванов – пенопласт, он легко режется, шкурится, склеивается друг с другом и достаточно дешев.
Так же удобно использовать обычную монтажную пену в баллонах, она как и пенопласт легко обрабатывается.
И как вариант использование уже существующей детали из стеклопластика, с его разрезкой, добавления других фрагментов из стеклопластика и последующим их соединением в новую деталь с проклейкой заплатками стеклоткани.
После того как форма предварительная сделана, переходят к следующему этапу – выведение «под покраску». Что бы защитить пену или пенопласт от смолы, обычно несколько слоёв газет просто наклеивают на пенопласт клеем ПВА, он не пропускает смолу и является дополнительным укреплением макета, дабы смола не разъела пену. Так же плоские поверхности пенопласта возможно защитить скотчем упаковочным или алюминиевым. Для дальнейшего выведения используется на твердые поверхности сразу шпаклевка, на нетвердые желательно стеклопластик нанести, либо жесткую строительную штукатурку. Далее обрабатывается наждачками до необходимых форм и размеров.
Следующий этап необходим, если болван делается под матрицу. большинство материалов, из которых обычно строятся болваны, даже при хорошей обработке разделителями, будут впитывать в себя смолу, потому необходимо болван покрыть лаком.
Если деталь сразу делается на болване, то желательно позаботиться о том, что бы после выклейки стеклопластика можно было достать болван, пусть даже в разрушенном виде, поскольку оставление его там резко сократит срок службы самой детали из-за погодных условий.
Видео-пример изготовления детали из стеклопластика, с использованием полиэфирных смол и стекломата:
Материалы для полиэфирных смол
Для полиэфирных смол используются следующие материалы:
стекловуаль для первого слоя
для последующих слоев – стекломаты 100, 300, 450 и 600 г/м.кв. обычно 100 и 300 для первого-второго слоя, 450 и 600 для набора толщины
для внутренних углов применяется ровинг рубленый, ровинг в виде нити
для жесткости применяется стеклоткань или стеклорогожа конструкционная, но эти материалы не любят изгибов
для склейки половинок и для некоторых других случаев (заполнение углов, увеличение толщины в частных случаях) применяется аэросил размешанный в смоле либо готовая смесь Филер
для финишного (первого) слоя изделия в матрице применяется гелькоут.
Для эстетики последним слоем матрицы, а так же изделия наносится топкоут, необязательный материал.
Гелькоуты и топкоуты обычно делятся на 2 группы и каждая так же на две – для ручного нанесения(Hand маркировка Н) и для пульверизатора(Spray маркировка S), для матриц (маркировка GM) и просто изделий (для матриц повышенной износостойкостью отличается)
Смолы так же выпускаются различных модификаций, такие как матричные, уменьшенной усадки, для изделий стандартные общего применения; устойчивые к химическим средам, устойчивые к повышенной температуре, устойчивые к атмосферным воздействиям (ультрафиолету).
Меры безопасности при работе с полиэфирными смолами
Полиэфирная смола выделяет очень вредные для здоровья летучие вещества, поэтому необходимо защищать органы дыхания как минимум угольным респиратором и обязательная вентиляция помещения, иначе дикая вонь и головные боли обеспечены, возможно и расстройство здоровья.
Так же необходимо защищать руки медицинскими перчатками, что б на кожу не попадала смола.
Вкратце про эпоксидные смолы и материалы под них
Начнем с того, что эпоксидные смолы в настоящее время используются в основном для изготовления декоративного карбона, так как время кристаллизации большое, жесткость больше и соответственно изделие будет более хрупким, кроме того эпоксидная смола стоит дороже полиэфирной. Стекломатериалы для эпоксидки применяются так же специальные, так как стандартные стекломаты пропитаны специальной эмульсией, которую растворяет только полиэфирная смола.
Замешивание смол, гелькоутов
Важно не отходить от рекомендаций производителя по пропорциям смолы и отвердителя, иначе, если отвердителя перельете смола может закипеть, либо кристаллизоваться намного быстрее, чем нанесете. Если меньше нальете, то рискуете испортить все, так как смола не кристаллизуется.
Смолы необходимо замешивать столько, что б можно было ее всю использовать за примерно 20 минут работы.
В идеальном варианте можно иметь весы электронные, в более простом – шприцы, большой на 20мл для смолы и инсулиновый для отвердителя.
Снятие формы (матрицы), разделители
Рабочая температура в помещении должна быть не менее 20 градусов по Цельсию.
Первым этапом необходимо определиться, будет ли матрица из одной части или нескольких. Для этого необходимо прикинуть, сможете ли вы вытащить болван из матрицы, не разрушив его.
Далее делаются поля из тонкого листового картона, либо из пластика, приклеиваются на пластилин либо термоклей по границе матрицы, если матрица будет состоять из нескольких частей то по границе первой части и последующих нечетных. Когда будут готовы эти части матрицы, необходимо будет удалить поля и завосковать оставшиеся части изделия и поля готовых частей матрицы. Так же желательно сделать бугорки из пластилина на полях для матрицы, что бы у самих полей матрицы были контрольные пазы.
Первым делом необходимо, что бы изделие или болван были чистыми. Далее наносится воск в несколько слоев с промежуточной сушкой и Конечной полировкой. После воскования и полировки желательно нанести поливиниловый спирт CRA губкой или мягкой тканью в один слой.
Пример создания матрицы и изделия из стеклопластика:

Формула расчёта материалов для изготовления:
Расчет веса материалов (х-это знак умножения)
Площадь поверхности х количество слоев х удельный вес стеклоткани = вес стеклоткани
Вес стеклоткани х 2 (где 2 отношение к смоле 1:2)= вес смолы
Площадь поверхности х 0,6(удельный вес гелькоата 0,6кг х 1м²)= вес гелькоата
Вес смолы х 0,03(удельный вес закрепителя0,03кг* х 1кг)= вес закрепителя
Вес стеклоткани + Вес смолы + Вес гелькоата + Вес закрепителя = Вес детали (будущей)
Ламинирование ручное
Ламинирование в матрице вакуумное – инжекция и просто пакет
к преимуществам вакуумной технологии можно отнести такие вещи как: меньший расход смолы, нестесненная по времени укладка стекломатериалов, намного проще работать со смолой, более лучшее соотношение смола/стекломатериалы, в результате чего получается более легко и крепкое изделие
Инжекция
технология состоит в том, что вакуум сам распределяет смолу по стекломатериалу, далее вакуум сохраняется до кристаллизации смолы.
предварительно необходимо по периметру матрицы приклеить спираль из пвх, с ее помощью вакуум будет равномерно по всей матрице засасывать смолу.
далее наносится гелькоут. после укладываются стекломатериалы в нужном количестве, далее укладывается на всю поверхность стекломатериала проводящий смолу слой, сверху на него впитывающий слой, далее из специальной пленки делается либо мешок, в который полностью входит матрица, либо пленка приклеивается по периметру матрицы. в пленке предусматриваются два отверстия, одно под сосок для вакуума, устанавливается впритык к вакуумной магистрали, второе под сосок для подачи смолы. возможны варианты с большим количеством резервуаров для подачи смолы, все зависит от конфигурации матрицы.
когда все подготовлено включается насос. при достижении максимального вакуума, открываем магистраль подачи смолы. при заполнении полностью всего стекломатериала подачу смолы прекращают. так же на вакуумной магистрали желательно предусмотреть резервуар под лишнюю смолу.
Инструменты для ручного ламинирования
для ручного ламинирования используются кисти флейцевые, валики металлические, металл.угловые, игольчатые
Инструменты и материалы для вакуумной инжекции
-насос вакуумный
-спираль пвх
-пропускающий слой
-впитывающий слой
-соски, трубочки
-пленка вакуумная
-герлен
Видео про стеклопластик на моем канале: You-Tube канал

Добрый день, господа и дамы.
Сегодня мы поговорим о матрицах. Напомню о том что этот процесс является ВАЖНЕЙШИМ в нашем деле. И может занимать до 80% трудозатрат в стеклопластике. Лучше один день посидеть, подумать, порисовать, чем потом месяцами испытывать неудобства. Рабочая матрица способна работать годами, ну и если лежит то есть не просит)))
Материал изложенный ниже адресован прежде всего практикующим композитчикам, узнать что то новое ну и освежить память, для начинающих есть материал попроще www.drive2.ru/b/1052925/
И так поехали.
И З Г О Т О В Л Е Н И Е М А Т Р И Ц
Стеклопластиковая формообразующая оснастка – матрицы.
Стеклопластик используется в качестве формовочного материала для многих целей. В изготовлении собственного стеклопластиковых изделий стеклопластиковые матрицы используются для ручного контактного формования, распыления, впрыска, холодного прессования и литья.
Стеклопластик используется в качестве формовочного материала также для:
— вакуумного формования стеклопластика;
— формового литья полиуретановой пены;
— литья бетона и пр.
Принципиальная конструкция стеклопластиковых матриц одинакова для всех этих способов применения. Разница – в выборе сырьевых материалов, а также в методах укрепления и фиксации рабочих инструментов. В зависимости от применения существуют различные специфические требования к стеклопластиковым матрицам, но следующие из них являются общими:
— постоянство размера;
— стабильность температуры;
— износостойкость;
— долговечность.
Формовочный материал и строение матрицы на практике не являются единственной гарантией долговечности, многое зависит от того, как обращаются с матрицей в ежедневной работе.
Если матрицы обрабатываются действительно точными инструментами и снабжены подъемными петлями, направляющими и съемниками, то они действительно долговечны.
Независимо от того, для чего собираются использовать матрицу, она должна быть изготовлена из двух слоев: первый – декоративное покрытие наружной поверхности, второй – каркасный слой или внутренняя отливка.
Декоративное покрытие наружной поверхности является формообразующим слоем, и он является решающим с точки зрения функционирования матрицы. Каркасный слой или внутренняя отливка придает матрице прочность и жесткость. Всевозможные направляющие, ножки, ручки, съемники и т.п. необходимо также отформовывать или отливать в зависимости от применения матрицы.
КОНСТРУЦИОННЫЕ МАТЕРИАЛЫ ДЛЯ МАТРИЦ
Гелькоут для поверхности (защитно-декоративное покрытие) винилэфирный гелькоут матричный
Открытые и закрытые матрицы для ручного формования и распыления, впрыска, прессования и отливания, а также для методов, которые требуют высокой температуростойкости и механических воздействий.
Смола полиэфирная для изготовления матриц.
Тиксотропная, предварительно ускоренная, на изофталиевой основе, с высокой температурой размягчения (HDT). Используется во многих типах матриц.
Смола полиэфирная для изготовления матриц.
Тиксотропная, предварительно ускоренная. Предназначена для формообразующей оснастки, работающей в условиях высоких температур.
Смола полиэфирная общего назначения для ламинировании.
Тиксотропная, предварительно стимулированная, на ортофталиевой основе с низкой эмиссией стирола. Используется для ламинирования матрицы, ножек, направляющих и соответствующего крепежного формования. Используется также в качестве последнего слоя при формовании каркаса, когда необходимо достичь больших толщин формования.
50 % отвердитель МЕК – пероксид (ПМЭК, Бутанокс М 50)
Используется в качестве отвердителя для гелькоута (дозировка 1,5-2,5 %), полиэфирной смолы (дозировка 1-2 %).
ПОЛИРУЮЩИЕ МАТЕРИАЛЫ
Практически любые, рабочие.
РАЗДЕЛИТЕЛЬНЫЕ МАТЕРИАЛЫ
Разделительные воски и другие.
Воск для матрицы. С помощью воска получают блестящую поверхность разделения. Наносят ровным и тонким слоем вручную. Полируют в ручную, полировальной бумагой или тряпочкой.
Разделитель, спиртовой.
Раствор поливинилового спирта, который используют при изготовлении матриц, для предотвращения разрушительного воздействия стирола при вводе в эксплуатацию новых матриц, а также для изготовления таких частей, которые в дальнейшем будут подвергаться поверхностной обработке. Тонкий и ровный слой наносят замшей, тканью или другим соответствующим материалом.
КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ ДЛЯ МАТРИЦ
Укрепляющие и пробельные материалы
Стекловуаль 30 г/м2 . Легко устанавливающаяся и быстро промокающая, пригодна для первого слоя после декоративного покрытия, для предотвращения межслоевого проникновения волокон и прочих соответствующих дефектов поверхности.
Также можно использовать стекломатериал с плотностью 300-450 г/м2 . Если формование каркаса выполняют сэндвич-методом, то в качестве пробельного материала можно использовать бальзу, полиуретан, пенополеуретан. При этом необходимо помнить, что ячеистый пластик нуждается в изоляции, т.к. он специфическим образом влияет на особенности матрицы, а также на ее конструкцию и использование.
РАБОЧИЕ ПОМЕЩЕНИЯ И ПЛАНИРОВАНИЕ
Минимальное требование к рабочим помещениям при изготовлении матриц: температура на любой стадии не должна опускаться ниже 18 С. Такое же требование касается всех материалов, а также болвана. Нужно помнить, что выравнивание температуры одной банки полиэстера может длиться одну неделю и в том случае, если она поднята с пола, например, на погрузочную площадку.
Необходимо стремиться поддерживать нормальную температуру между +20 С и + 23 С.
Перед формованием стоит пожертвовать временем для планирования и принять во внимание следующие моменты:
— все требуемые материалы необходимо брать правильной температуры;
— увязать ход работы на разных стадиях;
— изготовление наружной оболочки длиться пять дней. Рекомендуется начинать в понедельник, используя конец недели для отвердения.
БОЛВАН (ФАЛЬШИЗДЕЛИЕ)
Первой стадией при изготовлении стеклопластиковой матрицы является сооружение болвана. Он может быть прототипом или изготовленным отдельно из древесины, гипса, металла или другого материала, на который не воздействует стирол. Болван должен сохранять свои размеры и его поверхность должна быть идеально обработана. Обработку поверхности болвана осуществляют грунтовкой, шпаклевкой, окраской лаком и последующей полировкой. Окраска лаком важна, прежде всего, тогда, когда болван изготовлен из какого-нибудь пористого материала, например, дерева, гипса или еще чего-либо подобного. В этом случае окраску лаком необходимо осуществить несколько раз.
При шпаклевке и окраске лаком необходимо использовать материалы, которые достаточно хорошо выдерживают воздействие стирола. Лучше всего это – полиэстер, но можно также использовать двухкомпонентную шпаклевку или лак. Из сильных лаков наиболее пригоден кислотвердеющий карбамид. Кроме того, можно использовать двухкомпонентный полиуретан, но он требует значительно большего времени застывания. Многие застывающие на воздухе шпаклевки и лаки не выдерживают воздействие стирола, поэтому их необходимо защищать, покрывая поверхность разделительной пленкой СРА 5 (раствор поливинилового спирта).
Обрабатывая поверхность, болвана необходимо обратить внимание на то, что возвышения на поверхности матрицы, образованные царапинами болвана, можно позднее удалить шлифованием, тогда как возвышения на поверхности болвана вызывают впадины на поверхности матрицы, которые удалять уже значительно сложнее.
ОБРАБОТКА РАЗДЕЛИТЕЛЬНЫМИ МАТЕРИАЛАМИ
Когда поверхность болвана готова и на ней ожидается блеск, лаку необходимо отвердеть в течение недели, не менее. Двухкомпонентному полиуретану необходимо отвердевать не менее двух недель. После этого поверхность болвана необходимо обработать разделительными материалами, например, натереть разделительным воском. Воск наносится тонким, ровным слоем на поверхность с помощью мягкого пористого кусочка пенопласта.
Рекомендации по нанесению воска зависят от производителя.
На обработанную разделительным составом поверхность болвана необходимо установить закладные детали (направляющие, съемники и т.п.), прикрепив их двусторонним скотчем или маленьким кусочком формовочного воска, разогретого предварительно в руках.
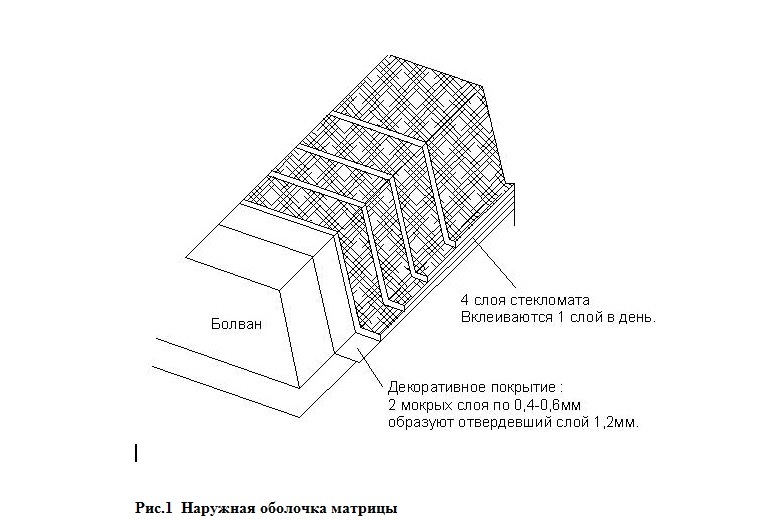
ДЕКОРАТИВНОЕ ПОКРЫТИЕ ПОВЕРХНОСТИ
Декоративное покрытие (гелькоут), в которое добавляют 1-2% МЕК-пероксида, наносят кистью (Н-вариант) или распылителем (S- вариант).
Гелькоут класса кисть следует наносить двумя слоями кистью высокого качества. Обращайтесь с ним очень осторожно, чтобы получить ровные слои без впадин и пузырей. Гелькоуту необходимо дать отвердится между слоями для образования клейкой поверхности, который не окрашивает при касании пальцами (минимум от 3 до максимум 6 часов). Поверхность начинает казаться тогда липкой (состояние «до отлипа»).
Гелькоут класса напыление следует наносить методом напыления нескольких слоев, не отверждая их, (примерно 0,2 мм) с помощью наиболее мелкого сопла и наиболее низкого давления. После нанесения каждого слоя необходимо делать 2-4 минутный перерыв для того, чтобы поверхность освободилась от воздуха. Толщина последнего мокрого слоя должна быть минимум 0,8 — 1,0 мм
ФОРМОВАНИЕ НАРУЖНОГО СЛОЯ
Первый армирующий, который формуется из стекловуали, а также из одного слоя стекломата 300гр/м2, укладывают тогда когда второй слой декоративного покрытия отвердел до «отлипа» (от 3 до 6 часов).
Необходимо, смешав смолу матричную и 1,5% отвердителя, сделать порцию, пригодную для использования в течение 20 мин. Связующее наносить кистью или пропиточным валиком достаточно равномерным толстым слоем, вес связующего должен быть не менее чем в два раза от веса армирующего материала (стекловолокна).
Стекловуаль и стекломат укладывают на мокрую поверхность и выравнивают так, чтобы не осталось никаких складок. Окончательная пропитка и удаление воздуха производиться алюминиевым или пластиковым валиком или кистью «тыканьем». Пропитку необходимо осуществлять очень аккуратно, чтобы в первом слое не остались пузыри – «Чижи». Если смолы не хватает, чтобы полностью промочить стекломат, то можно добавить немного ее сверху стекломата. Но этого надо стремиться избегать.
Для первого слоя не стоит стремиться получить высокое стеклосодержание, прежде всего, необходимо получить равномерно уложенный слой без сгустков и «чижей». Швы первого слоя лучше укладывать край к краю и так аккуратно, чтобы не осталось не укрытых стекловуалью поверхностей. На поверхности острых углов, разделительных мест половинок матрицы и соответствующих деталей можно уложить хорошо пропитанные ровинг прежде, чем расстилать стекломат.
Когда первый слой полностью пропитался, его оставляют отвердевать. Когда отвердение дошло до такой степени, что выклеенный слой уже не липнет, но еще достаточно эластичный, то края можно обрезать острым ножом. Обрезание краев лучше всего делать после каждой стадии выклеивания, поскольку позднее это требует большего труда и времени. Уже изготавливая, болван, края необходимо обрабатывать так, чтобы их позднее можно было бы подрезать. После подрезания краев первый слой необходимо оставить затвердевать на ночь.
После отвердевания проверяют первый слой. Если в нем, несмотря ни на что, оказались воздушные ямки-«чижи», их надо аккуратно вырезать острым ножом, чтобы позднее можно было на следующей стадии их заполнить смолой. Необходимо особенно аккуратно подрезать углы и края, одновременно надо срезать и отполировывать всевозможные стеклянные шероховатости и стекловолоконные шипы.
После этого настилают второй крепежный (армирующий) слой таким же образом, как и первый. Второй слой также необходимо выклеивать из стекломата 300-450гр/м2. Укрепления швов можно и здесь и в следующих слоях выклеивать, перекрывая края на 3-5 см. Второй слой оставляют отвердевать на ночь. Необходимо помнить о подрезании краев.
Формовку продолжают опять двумя слоями стекломата 300 гр/м2 или 450гр/м2. Ее осуществляют по стадиям, выклеивая один слой в день той же методикой, что и ранее.
Теперь наружная оболочка матрицы готова. Она образована из защитно-декоративного покрытия (гелькоута) и четырех слоев стекломата, ее общая толщина составляет около 5 мм. Наружную оболочку оставляют отвердевать еще на 1-2 суток.
ВЫКЛЕИВАНИЕ КАРКАСНОГО СЛОЯ
Процесс дальнейшего изготовления матрицы решают размер, ее назначение и требования к обработке.
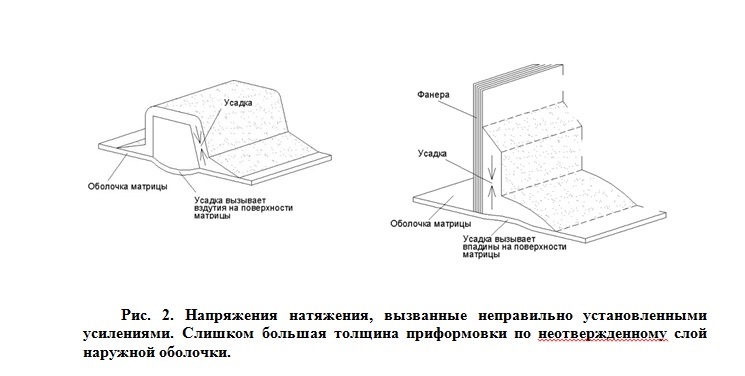
На маленькие, предназначенные для ручного формования матрицы, на которых нет ровных поверхностей, нет необходимости наклеивать дополнительные слои стекломата. Когда матрицы отвердели в течение 14 суток на болване в теплом помещении, на них можно устанавливать дуги, балки или ребра жесткости. Это необходимо делать аккуратно и осторожно, чтобы избежать возникновения напряжений натяжения (концентраторов напряжений).
Напряжения натяжения возникают тогда, когда полиэфирная смола при отверждении усаживается. При этом на поверхности матрицы возникают утяжки в виде возвышений или впадин. Чтобы не возникало напряжений натяжения, необходимо позднее устанавливать крепления в соответствии с указаниями в гл. «Крепления» данной инструкции.
На большие матрицы, предназначенные для ручного формования, необходимо наклеивать дополнительные слои, каркасные слои или крепежные элементы. Для разнообразия матрицу можно усиливать, изготавливая ее сэндвич-методом.
Крепежное выклеивание делает матрицы тяжелыми, и таким образом, требует усилительных ребер, особенно если речь идет о ровных поверхностях. Крепежное выклеивание необходимо изготавливать по стадиям, не более двух слоев стеклорогожи в день.
Для такого выклеивания можно использовать т.н. «полиэстер-среда», например, М 105 ТВ, если матрица предназначена для нормального ручного формования, стеклорогожу можно использовать, если ему предшествует не менее 4-х слоев стекломата. Из них первый слой должен быть выдержан не менее недели. Наилучший результат с ровинговым стекловолокном получают тогда, когда его закладывают под последний или предпоследний слой каркасного формования.
Когда каркасный слой достиг ожидаемой толщины и отвердевал не менее одной недели, то можно приформовывать крепеж и рамы. Это необходимо осуществлять, избегая возникновения напряжений натяжения.
Хороший способ усиливать матрицы – выклеивать, их стеклотканью методом канавкового сэндвича. В противоположность этому методу, «настоящий» сэндвич не образует изолирующего слоя. Стеклоткань можно выклеивать прямо на поверхности наружной оболочки, в случае, когда последняя отвердевала не менее одной недели. Нанесение стеклоткани необходимо осуществлять как можно тщательнее: без перерывов, стыки швов – край к раю так, чтобы не возникало смолосодержащих мест.
С помощью метода «настоящего сэндвича» усиление можно осуществить прямо на поверхности наружной оболочки, когда последний наклеенный слой отвердевал не менее одной недели. Сэндвич делают из бальзы или другого пробельного вещества. Делая выбор ядра сэндвича, необходимо принять во внимание изолирующие особенности ядра. Выклеивание необходимо осуществлять тщательно, избегая смолосодержащих мест, за один раз, чтобы в шовных местах не возникало напряжений натяжения.
УСИЛЕНИЯ
Работу с усилениями и рамами нельзя начинать прежде, чем наружная оболочка отвердеет не менее двух недель.
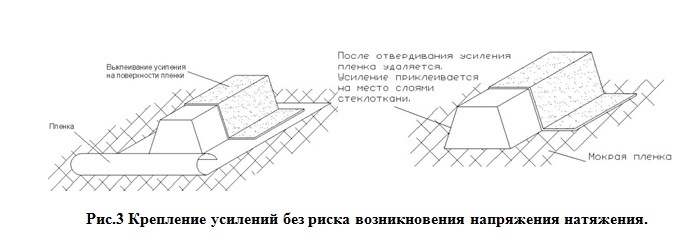
Когда речь идет о тонкостенных матрицах, чтобы не возникало напряжений натяжения, усиления и рамы следует приформовывать следующим образом:
Необходимо обозначить места установки усилений. Для этого приклеивается липкая лента, выдерживающая воздействие стирола, например, Mylar, Melinex, Hostaphan поверх меток. Приформовываются два слоя стеклоткани сатинового плетения поверх пленки и устанавливаются сердцевины усилений, картонные трубки, полиуретановые лоскутки или соответствующие элементы поверх стеклоткани. Приформовывается усиление и дается время на отвердение.
После отвердевания весь пакет отделяют и удаляют пленку. Очень хорошо получаются широколапые балки усиления. Далее необходимо отшлифовать на матрице поверхность и приклеить усиление на поверхность одним или двумя слоями стеклоткани сатинового плетения.
РАМЫ.
Для сведения к минимуму риска возникновения напряжений натяжения необходимо устанавливать полностью готовые рамы, сделанные из металлического уголка, стальной трубки и пр. материалов. Когда рама приформована к матрице, ее поверхность уже нельзя обрабатывать: шлифовать, полировать или сверлить. Различные части рамы необходимо обработать (отрезать, сгибать) так, чтобы они полностью подходили к матрице. Каждую часть временно приставляют к матрице до полного прилегания и соединяют вместе держателями, струбцинами и пр. так, чтобы раму можно было вытащить. В крайнем случае, различные части соединяют, точнее, прихватывают точечной сваркой.
Когда рама готова и временно собрана, ее снимают с поверхности матрицы и сваривают целиком. Высверливают все отверстия и устанавливают все элементы, необходимые при работе с матрицей.
После этого всю раму полностью очищают от жира и устанавливают обратно на поверхность матрицы для приформовки. Необходимо помнить, что у приформовываемых к матрице частей, должно быть стопроцентное прилегание. Все зазоры должны быть заполнены шпаклевкой до приформовки. Если прилегание полное и приформовываемые поверхности отшлифованы, достаточно двух слоев стеклоткани сатинового плетения и широких крепежных лопастей (речь идет о ширине приформовочного угольника) приформовки. При формовании необходимо помнить о тепловом расширении рамы.
Раму необходимо спроектировать так, чтобы она была местом крепления стойки и прочих необходимых для обработки матрицы деталей. Рама не должна быть только лишь кучей металла, а у каждой части должно быть собственное предназначение и определенное место.
РАЗДЕЛЯЕМЫЕ МАТРИЦЫ
Разделение матрицы необходимо осуществлять вдоль естественных линий раздела так, чтобы раздел следовал углу или аналогичному элементу. Разделяемые части необходимо снабдить вытяжными ручками для облегчения открытия матрицы.
Разделяемые матрицы, в которых линия раздела не должна просматриваться на изделии, необходимо изготавливать особенно тщательно. Обрабатывая большие матрицы, это может оказаться очень трудоемко. Во многих случаях приходится шпаклевать или шлифовать выделяющиеся линии раздела. Если большие половины матрицы перекрываются внахлест, то можно избежать шпаклевки, изготавливая т.н. формовочный край на месте раздела. Этот формовочный край можно шлифовать и полировать в дальнейшем и таким образом, можно избежать больших ошибок при стыковке частей матриц.