- Принцип работы
- Типы распылителей
- Типы компрессоров
- Особый случай
- Очумелые ручки
- Пылесос
- Холодильник
- Заключение
- Когда я слышу слово «покраска», я хватаюсь за пистолет…
- Устройство и особенности конструкции окрасочных пистолетов
- Функции и расположение регуляторов
- Система окрасочного пистолета
- Настройка входного давления
- Настройка входного давления с помощью манометра-регулятора
- Если пистолет оборудован встроенным манометром
- Если манометр без регулятора
- Если манометра нет вообще. Наименее точный способ
- Если рекомендованное входное давление неизвестно. Настройка пистолетов «no name»
- Размер факела при окраске
- Подача краски
- Диаметр сопла
- Тестируем краскопульт
- Тест правильности формы отпечатка факела
- Тест на равномерность распределения краски в факеле
- Тест на качество распыления
- Резюме
- Какие бывают компрессоры
- Поршневой безмасляный компрессор
- Поршневой масляный компрессор
- Винтовой компрессор
- Системы с коаксиальным и ременным приводом
- Где применяются отдельные виды компрессоров
- Как не испортить покраску: удаление примесей
- Тип энергопитания основного нагнетателя
- Варианты оборудования для различных сфер деятельности
- Заключение
Как выбрать краскопульт с компрессором? Какими бывают эти устройства? Можно ли изготовить их самостоятельно из старой бытовой техники и подручных материалов? Давайте попробуем ответить на эти вопросы.

Покраска автомобиля краскопультом.
Принцип работы
Для того, чтобы сформулировать свои пожелания к приобретаемому устройству, нужно четко представлять, как работает компрессорный краскопульт.
Концепция, на которой основан принцип действия пневматического распылителя, была сформулирована в 18 веке швейцарским физиком Даниилом Бернулли. Постулат сводится к тому, что давление в струе газа или жидкости обратно пропорционально ее скорости.
Наглядная демонстрация действия закона Бернулли.
Что это означает в практическом плане?
Что достаточно погрузить один конец трубки в сосуд с жидкостью и создать перпендикулярный другому концу воздушный поток — и возникший перепад давлений вынудит жидкость подняться по трубке и смешаться с воздухом.
Любопытно: регулируя скорость потока и/или положение трубки относительно его центра, можно насыщать или обеднять смесь воздуха с жидкостью.
Именно так работает простейший распылитель: он представляет собой две трубки, через одну из которых подается сжатый воздух, а вторая служит для подачи жидкости из резервуара.
Типы распылителей
Как подобрать краскопульт к компрессору?
Чтобы ответить на этот вопрос, нам снова предстоит небольшой экскурс в теорию.
В настоящее время на рынке представлены три основных типа пневматических распылителей для красок.
- HP (от англоязычного High Pressure, или высокое давление) — наиболее дешевые и конструктивно простые устройства. Они требуют подачи воздуха с большим избыточным давлением (до 6 атмосфер) и характеризуются весьма скромным переносом краски: на окрашиваемую поверхность попадает лишь 30-45% от распыленного объема. Остальное бесполезно оседает на окружающих объектах.

Краскопульт типа HP.
Полезно: краскопульты типа HP нередко маркируются как CONV — конвенциональные.
- Огромные нецелевые потери краски и сопровождающее покраску образование аэрозольного тумана никого, разумеется, не устраивало. Дороговизна лакокрасочных материалов вкупе с вредом для здоровья маляров и загрязнением окружающей среды сделали свое дело, и в начале 80-х годов прошлого века появились краскопульты HVLP (High Volume, Low Pressure).
Их ключевая особенность исчерпывающе описывается в названии класса устройств: оно переводится как «большой объем, низкое давление».
Рабочее давление и в самом деле уменьшилось до 2 атмосфер; расход воздуха же как минимум не сократился. Впрочем, главная цель была достигнута: перенос ЛКМ вырос до 70% от их расхода.
- Последним на данный момент этапом эволюции стало появление краскопультов LVLP (Low Volume, Low Pressure). При том же рабочем давлении конструктивные изменения позволили сократить расход воздуха и повысить перенос краски до 90%. Тем самым были существенно снижены требования к производительности компрессоров.

Полезно: на краскопультах (крышке воздушной головки и регулировочных винтах) обычно присутствует цветовая маркировка, указывающая на их тип. Устройства HP маркируются белым или серебристым цветом, HVLP — зеленым, LVLP — синим.
Собственно, дальнейший алгоритм подбора краскопульта к имеющемуся компрессору интуитивно понятен: для производительных устройств с 6-ю атмосферами на выходе можно использовать распылители любого типа; для компрессоров низкого давления и высокой производительности подходят HVLP, для компактных малопроизводительных устройств выбор ограничен краскопультами LVLP (наиболее, к слову, дорогостоящими).
Типы компрессоров
Какой компрессор нужен для краскопульта?
И в этом случае мы начнем с краткой классификации видов.
- Поршневые безмасляные компрессоры наиболее дешевы. Как правило, для них характерны невысокая производительность и компактные размеры. Типичное применение — подкачка колес автомобиля или мотоцикла; в качестве приложения к краскопульту годятся разве что для покраски не слишком ответственных и небольших по площади изделий вроде садовой калитки.

Безмасляные устройства отличаются дешевизной и компактностью.
- Масляные компрессоры, как и следует из названия, отличаются заливаемым в картер маслом, что существенно уменьшает износ и шумность устройства. Они делятся на два подвида: компрессоры с прямым и с ременным приводом. Вторые более предпочтительны: они позволяют за счет разницы в диаметре шкивов электромотора и собственно компрессора получить большую компрессию в цилиндре при меньшей электрической мощности.
Однако: есть и оборотная сторона. Ремень будет нуждаться в периодической замене: в процессе работы он испытывает непрерывные деформирующие нагрузки. Впрочем, его цена более чем невелика.
- Винтовые компрессоры выгодно отличаются от поршневых куда большим ресурсом, крайне редкой потребностью в обслуживании и более стабильным давлением на выходе. Оно обусловлено самой конструкцией. Как работает такое устройство?
Рабочая часть состоит из двух плотно пригнанных друг к другу и к корпусу роторов. Благодаря минимальному зазору при вращении они непрерывно вытесняют воздух из полости между ними в клапан, находящийся на одном из концов рабочей камеры.
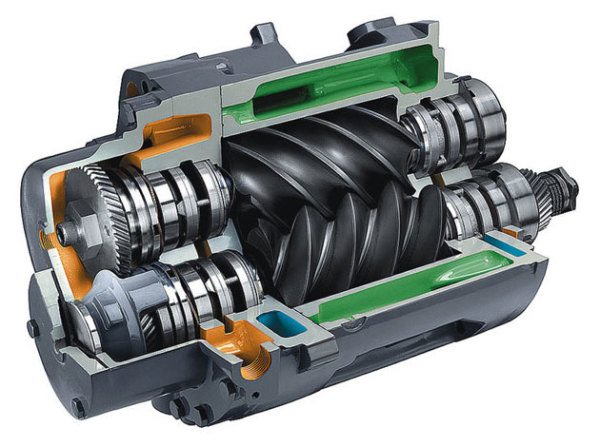
Рабочая камера винтового компрессора в разрезе.
Вернемся в более практическую плоскость.
На что стоит обратить внимание при выборе?
- На тип устройства. Оно должно быть винтовым или поршневым масляным, во втором случае — с ременным приводом.
- На производительность. Она в идеале не должна уступать требованиям краскопульта. При использовании краскопультов LPHV и HP лучше присмотреться к устройствам с электрической мощностью от 2 киловатт: потребляемая мощность линейно связана с производительностью.
А вот максимальное давление не имеет решающего значения: сейчас на массовом рынке отсутствуют компрессоры, выдающие меньше максимально необходимых для раритетных HP 6 кгс/см2.
- На объем ресивера (накопительного бака для воздуха). Он не только сглаживает неизбежные скачки давления на выходе при работе поршневого компрессора: благодаря большому объему ресивера расход воздуха распылителем может кратковременно превышать производительность компрессора. Разумеется, придется делать периодические паузы в работе для стабилизации давления.
Для строительных работ рекомендуется использовать компрессоры с ресивером от 50 литров.

Объем ресивера — 100 литров.
Особый случай
Если вам только предстоит покупка оборудования для малярных работ и вы не собираетесь заниматься ими профессионально, стоит обратить внимание на электрические краскопульты с собственным компрессором.
Компрессор-краскопульт — компактное и сравнительно недорогое (3-5 тысяч рублей) устройство, оснащенное собственным бачком для краски. Помимо компактности и дешевизны, его огромное достоинство — мобильность: для работы требуется лишь удлинитель от ближайшей розетки.
Единственный недостаток — небольшой (обычно не более литра) объем встроенного бачка; впрочем, именно благодаря скромной массе наполненного краской бака работа распылителем не покажется утомительной.

Ручной электрический краскопульт.
Очумелые ручки
Трудно ли сделать краскопульт из компрессора своими руками? Давайте разберем две несложных конструкции, которые не требуют для изготовления каких-то особых навыков и специальных инструментов. В качестве источника сжатого воздуха нам послужит старая бытовая техника (см.также статью «Самостоятельная настройка краскопульта и особенности эксплуатации»).
Пылесос
Старые пылесосы советского производства выгодно отличаются от современных тем, что их конструкция предусматривала подключение шланга не только к всасывающему патрубку, но и к выходному. Таким образом, вся необходимая доработка сводится к изготовлению собственно распылителя.

Переключив шланг, можно получить готовый компрессор.
Как сделать его из подручного материала?
- Подбираем стеклянную или пластиковую емкость с широким (не менее 5 сантиметров) горлышком объемом 1-2 литра.
- Вырезаем из плотного пенопласта по размеру горлышка плотно входящую в него пробку. Она должна быть снабжена прямоугольным уступом, позволяющим вставить в проделанные отверстия трубочки от гелевой ручки или капельницы под прямым углом друг к другу.
- Проделав отверстия, вставляем трубки. Одна из них будет служить для подачи краски, вторая — для сжатого воздуха.
- Делаем в пробке дополнительное отверстие, через которое в емкость будет поступать воздух: при падении уровня краски в герметичной емкости возникнет разрежение.
- Еще одна пенопластовая пробка позволит соединить наш импровизированный краскопульт с шлангом пылесоса. Регулируя взаимное положение трубок, можно обеднить аэрозоль или сделать поток краски более плотным.
Схема работы приспособления.
Полезно: в 80-х — 90-х годах в продаже можно было встретить готовые насадки под горловину обычной литровой банки, надевавшиеся на них на манер полиэтиленовых крышек. Если среди ваших запасов найдется это нехитрое приспособление — создание краскопульта сильно упростится.

Холодильник
Краскопульт из компрессора от холодильника сделать сложнее, зато получившееся устройство куда тише и экономичнее пылесоса.
Вот примерная инструкция.
- Демонтируем сам компрессор и пусковое реле. Медные трубки перекусываем и развальцовываем или отпиливаем ножовкой по металлу.
- Подав питание, определяем, какая из трубок нагнетает воздух.
- На всасывающую трубку герметиком или шлангом с хомутом крепим бензиновый фильтр для защиты от пыли. Его можно найти в магазине автозапчастей.
- Нагнетающую воздух трубку парой бензиновых шлангов соединяем с ресивером — пластиковой или металлической канистрой. Для соединения используются посаженные на герметик штуцера.
- Выход из ресивера снабжаем дизельным фильтром, взятым в том же автомагазине. Он избавит сжатый воздух от избыточной влажности.
- Крепим компрессор и ресивер к платформе — толстой доске. Подключаем распылитель. Работаем.
На фото — распылитель из компрессора от холодильника.
- Компрессор устанавливается в том же положении, в котором он находился в холодильнике. Иначе агрегат может просто не запуститься.
- В нем периодически придется менять масло. Для слива старого и заливки нового масла используется третья, запаянная трубка, торчащая из корпуса компрессора. Откусив трубочку и сменив масло, заверните в нее болтик подходящего размера: это упростит дальнейшее обслуживание.
Заключение
Надеемся, что изложенные в статье рекомендации окажутся полезными читателю. В приложенном видео в этой статье можно обнаружить дополнительную информацию по выбору оборудования для покраски. Успехов в ремонте!

В борьбе за безупречный внешний вид автомобиля главным «личным оружием» маляра является покрасочный пистолет — по-научному краскопульт. В отличие от «рыцарей плаща и кинжала», маляры применяют свои пистолеты в сугубо мирных целях (и слава Богу!), хотя привязаны они к ним не меньше, чем агент 007 к своей «беретте». О настройке краскопульта, его подготовке к «покрасочному бою», мы и расскажем на этот раз.
Сегодня вы узнаете
Когда я слышу слово «покраска», я хватаюсь за пистолет…
Все пистолеты, применяющиеся в ремонтной окраске автомобилей, работают по принципу пневматического распыления. Это означает, что лакокрасочный материал, подающийся в краскораспылитель и выходящий из его сопла, разбивается на мелкие частицы потоком сжатого воздуха, «выстреливающего» с большой скоростью из отверстий воздушной головки.
В результате образуется так называемый окрасочный факел, состоящий из частичек материала, движущихся по направлению к окрашиваемой поверхности. Долетев до поверхности, частички оседают на ней, формируя покрытие.
Устройство и особенности конструкции окрасочных пистолетов
Конструкция окрасочных пистолетов включает в себя:
- корпус с каналами для подачи сжатого воздуха и краски, снабженными игольчатыми клапанами,
- спусковой рычаг, управляющий переключением клапанов,
- выходное сопло для смесеобразования и формирования факела требуемой формы,
- резервуар (бачок) для краски,
- регулировочные винты для изменения расхода воздуха, краски и корректировки пятна распыла.

Устройство краскопульта SATA
К особенностям конструкции можно, пожалуй, еще отнести механизм спускового рычага. Он устроен так, что при его нажатии сначала открывается подача сжатого воздуха. Дальнейшее нажатие приводит к срабатыванию клапана подачи краски.
Функции и расположение регуляторов
Как уже было сказано, на корпусе любого современного краскопульта имеется несколько регулировочных винтов.
- Первый, самый верхний (на некоторых краскопультах, как например у SATA, может располагаться сбоку), отвечает за корректировку размера и формы окрасочного факела.
- Второй ответственен за регулировку хода иглы и количество подаваемого материала.
- На многих краскопультах присутствует еще и третий винт, с помощью которого регулируется подача воздуха на входе. Как правило, он располагается внизу на рукоятке пистолета. У SATA этот винт находится «сзади» — под винтом регулировки подачи материала.

Регуляторы на корпусе краскопульта SATA
Вопрос регулировки краскопульта сводится к выбору правильного соотношения «воздух — материал». При правильном балансе эти параметры позволяют добиться максимальной равномерности окрасочного факела по всей ширине, и такого же равномерно распределения лакокрасочного материала по поверхности.
Система окрасочного пистолета
В зависимости от величины давления сжатого воздуха на входе в краскопульт и на воздушной головке (на выходе), все окрасочные пистолеты можно разделить на три основные группы:
- конвенциональные (высокое давление);
- HVLP (High Volume Low Pressure — большой объем воздуха и низкое давление);
- LVLP (Low Volume Low Pressure — низкий объем воздуха и низкое давление).

Различные типы окрасочных пистолетов внешне выглядят практически одинаково. “Изюминка” скрыта внутри конструкции
На сегодняшний день наиболее прогрессивными, экономичными и удовлетворяющими экологическим требованиям являются последние два типа распылителей. Как видно из названия, они характеризуются низким рабочим давлением: если обычные конвенциональные пистолеты распыляют материал при высоком давлении (примерно 3-4 бар), то пистолеты систем HVLP и LVLP — при низком (примерно 0,7-1,2 бар).
Что это дает? Главное преимущество — высокий коэффициент переноса краски. При малом давлении меньше краски превращается в бесполезный туман вокруг детали (так называемый overspray, «перепыл»), и больше переносится непосредственно на деталь. У краскопультов низкого давления коэффициент переноса достигает 65-70% (по сравнению с 30-45% у конвенциональных распылителей). Учитывая, что краски типа металлик и перламутр являются недешевыми, можно легко подсчитать, сколько денег сбережет для вас подобный краскопульт.
Наиболее точно измерить давление на выходе можно с помощью специальной тестовой воздушной головки с двумя манометрами.

Для настройки и контроля давления пистолета HVLP SATA выпускает тестовую головку с двумя манометрами
К сожалению, такие насадки в комплекте с пистолетом не идут, поэтому указанная величина контролируется косвенно, по параметру давления на входе в краскопульт. С регулировки этого параметра мы и будем начинать настройку краскопульта.
Настройка входного давления
Давление на входе в краскопульт — параметр нормируемый и рекомендуемый заводом-изготовителем. Он всегда указывается в технической документации к пульверизатору.
Сразу оговоримся, что настраивать входное давление желательно по регулятору с манометром, подключенному непосредственно к рукояти пульверизатора. Ибо на пути сжатого воздуха от компрессора к краскопульту неминуемы потери до 1 бар, а иногда и выше (это зависит от протяженности воздушной магистрали, количества «местных» сопротивлений, состояния фильтров и т.д.). Регулятор, подключенный к ручке краскопульта позволит настроить давление более точно.
Настройка входного давления с помощью манометра-регулятора
Процесс настройки входного давления сам по себе достаточно прост.
1. Откройте (отверните) до максимальных значений винты регулировки подачи воздуха и размера факела. Регулировка подачи краски при этом не играет никакой роли.
2. Затем нажмите на спусковой рычаг пистолета так, чтобы началась подача сжатого воздуха. В это время, вращая регулировочный винт подачи воздуха на манометре, установите рекомендованное давление на входе.
Напоминаем, что для конвенциональных пистолетов это значение составляет от 3 до 4 бар; для пистолетов системы HVLP и LVLP, в зависимости от модели и производителя, данная величина может варьироваться в пределах 1,5-2,5 бар (в основном 2 бар).

Регулировка входного давления по подключенному к ручке пистолета манометру-регулятору. 1. Полностью открываем подачу воздуха. 2. Полностью открываем регулятор ширины факела. 3. Нажимаем на курок. 4. Устанавливаем рекомендованное давление на манометре.
3. После настройки входного давления полностью откройте подачу краски (3-4 оборота регулятора). Убедившись, что все регулировочные винты открыты на максимум, а вязкость краски или лака соответствует заданной, можно приступать к тестам. Но о тестах позже.
Если пистолет оборудован встроенным манометром
Настроить входное давление на «продвинутых» моделях, оборудованных встроенными цифровыми манометрами, еще проще.

SATAjet 4000 B RP Digital со встроенным цифровым манометром

Если пистолет оборудован встроенным манометром. 1. Полностью открываем регулятор факела. 2. Нажимаем на курок. 3. Устанавливаем рекомендуемое давление, вращая регулятор подачи воздуха на краскопульте.
Если манометр без регулятора

Если манометр без регулятора. 1. Полностью открываем подачу воздуха. 2. Полностью открываем регулятор ширины факела. 3. Нажимаем на курок. 4. Вращая регулировочный винт на редукторе компрессора или фильтр-группе, устанавливаем рекомендованное давление.
Если манометра нет вообще. Наименее точный способ
Если же ваш пистолет не оборудован никакими измерительными приборами, очень грубо и приблизительно можно установить давление на редукторе компрессора или манометре фильтр-группы.
Выбирая давление в этом случае важно помнить о том, что падение давления в исправном и чистом фильтре составляет 0,3— 0,5 атм (а в забитом — намного больше!), и примерно 0,6 атм «съедает» воздушный шланг внутренним диаметром 9 мм и длиной 10 м.

Если манометра нет вообще. Наименее точный способ! 1. Полностью открываем подачу воздуха. 2. Полностью открываем регулятор ширины факела. 3. Нажимаем на курок. 4. Устанавливаем давление на редукторе так, чтобы на 10 м шланга (внутренний диаметр 9 мм), на редукторе было на 0,6 бар больше рекомендованного входного давления пистолета.
Если рекомендованное входное давление неизвестно. Настройка пистолетов «no name»
Допустим, вы купили на рынке недорогой окрасочный пистолет с единственной «маркой» «Professional» во всю рукоять, и больше никаких данных об этом краскопульте вам не известно — ни типа, ни рекомендаций по настройке, ни даже имени производителя. В таком случае определить давление на входе можно опытным путем.
Залейте в бачок краскопульта эмаль или лак стандартной вязкости, полностью откройте все регуляторы и, вращая регулировочный винт на манометре, добейтесь получения максимально равномерного отпечатка факела при расстоянии до тестовой поверхности около 15 см. Зафиксированное при этом давление и будет искомым рабочим давлением на входе для этого пульверизатора.
Должны предупредить, что прибегнув к этим рекомендациям, вы можете разочароваться во многих краскопультах. Основная проблема настройки дешевых покрасочных пистолетов заключается в том, что для достижения равномерного факела требуется либо огромное количество воздуха, что требует применения более мощных компрессоров, либо они имеют высокое давление на выходе, что не позволяет качественно раскладывать базовые эмали, содержащие много алюминиевого зерна.
Качественный профессиональный краскопульт отличается от дешевого, пусть даже красивого на вид, так же явно, как и фирменные швейцарские часы от ширпотреба «мэйд ин чайна».

SATAjet 3000 B HVLP. Слева — оригинал, справа — подделка.
Хороший маляр сможет покрасить машину и плохим пистолетом — и выйдет недурно. Покрасит и вторую — тоже хорошо. А на третьей, например, возникнут проблемы… Поэтому виртуозам малярки жалеть деньги на свой главный инструмент просто грех. Но эта проблема выходит за рамки нашей сегодняшней статьи, поэтому рассуждать на эту тему мы дальше не станем.
Размер факела при окраске
Практика показывает, что наибольшая эффективность окраски достигается при работе с факелом максимального размера. Чем шире и равномернее факел, тем равномернее будет распределена по поверхности краска при меньшем количестве проходов.
Конечно, в определенных случаях, например при частичном ремонте, покраске различных мелких деталей, труднодоступных мест и т.д., размер факела, подачу краски и входное давление можно варьировать исходя из необходимости на ваше усмотрение. Но в общем и целом, повторяем: регулировочный винт размера окрасочного факела должен быть открыт «на всю катушку».

Помните, что максимальный размер факела можно получить только при достаточной подаче ЛКМ.
Подача краски
Опять же, если речь идет о стандартных ремонтах, покраске кузова или отдельных деталей целиком, подачу лакокрасочного материала рекомендуется открывать полностью. На большинстве краскопультов максимальная подача краски идет при 3-4 оборотах регулятора, сопло при этом максимально открыто.
При полностью открытой подаче краски обеспечивается наименьший износ сопла и иглы краскопульта.
Диаметр сопла
Немаловажен для маляра и подбор диаметра сопла краскопульта — этим можно добиться оптимального распыления материалов с разной вязкостью. Диаметр сопла должен быть тем больше, чем гуще лакокрасочный материал. И наоборот.
Каждый производитель лакокрасочных материалов четко указывает, какая дюза для какого материала и какого вида выполняемых работ должна использоваться. Как правило, эти рекомендации соответствуют таким значениям (или недалеки от них):
- базовые эмали — 1,3-1,4 мм (для светлых цветов лучше 1,3);
- акриловые эмали и прозрачные лаки — 1,4-1,5 мм;
- жидкие первичные грунты — 1,3-1,5 мм;
- грунты-наполнители — 1,7-1,8 мм;
- жидкие шпатлевки — 2-3 мм;
- антигравийные покрытия — 6 мм (специальный распылитель антиграв. материалов).
Нетрудно догадаться, что диаметр сопла весьма существенно влияет на количество пропускаемой краски, ее расход. Например, залить лаком большой капот с дюзой 1,3 мм будет довольно-таки проблематично (по словам некоторых маляров — застрелиться можно). Даже если подачу краски открыть на полную, пропускной способности с такой дюзой для материала такой вязкости явно будет маловато. Через дюзу 1,5 мм, при прочих равных, лакокрасочного материала проистекает уже на треть больше, чем через дюзу 1,3 мм.
Разбег в значениях диаметров дюз обусловлен также и привычками маляров: кто-то любит наносить «тонко», а кто-то привык «заливать».
Тестируем краскопульт
Существует три простых теста, позволяющих оценить исправность краскопульта и корректность его регулировок:
- тест правильности формы отпечатка факела;
- тест на равномерность распределения краски в факеле;
- тест на качество распыления.
Основным из них является первый, с него и начнем.
Тест правильности формы отпечатка факела
Для проведения теста нам потребуется лист чистой бумаги или картона, предварительно закрепленный на стене. Дальше действуем следующим образом.
- Убедитесь, что все регулировочные винты краскопульта открыты на максимум, а вязкость ЛКМ в бачке соответствует нормальной.
- Поднесите пистолет к тестовой поверхности, на рекомендуемое для типа вашего краскопульта расстояние (20-25 см для конвенциональных распылителей, 10-15 см для HVLP, 15-20 см для LVLP/RP).
- Направьте ось сопла перпендикулярно поверхности листа и буквально на секунду нажмите на спусковой рычаг.
- Смотрим на отпечаток факела. По его виду можно судить о том, насколько правильно отрегулирован пистолет.

Самый эффективный и наглядный способ проверки правильной работы окрасочного пистолета — контороль формы пятна распыла. Процедуру необходимо выполнять каждый раз перед окрашиванием. Пробное распыление проводится на поверхность чистого листа бумаги, картона, закрепленного вертикально
При полной исправности и правильной регулировке краскопульта, отпечаток факела должен представлять собой четкий, сильно вытянутый овал равномерно нанесенной краски (возможно, с небольшой размытостью краев). Его боковые стороны ровные, без каких-либо выступов и впадин, а лакокрасочный материал равномерно распределен по всей площади пятна.

Если же отпечаток факела не соответствует эталону, причина зачастую банальна — несбалансированное соотношение подачи воздуха к подаче краски. Так, если наблюдается переизбыток материала в центре или на краях — попробуйте уменьшить подачу материала, ввернув винт не более чем на один оборот, и повторите тест. Если факел имеет форму восьмерки (сильно сужен в центре) — уменьшите давление на входе. Форму банана отпечаток принимает в случае засорения одного из боковых каналов воздушной головки.
Об остальных причинах некорректного распыления подробнее читайте здесь.
Для опытного мастера важна не только форма, но и степень насыщенности пятна распыла (сухое, нормальное, с формирующимися подтеками). На основании этой информации можно предварительно оценить скорость перемещения окрасочного пистолета и оптимальное расстояние до окрашиваемой поверхности.
Тест на равномерность распределения краски в факеле
Разворачиваем воздушную головку или весь краскопульт так, чтобы отпечаток факела стал горизонтальным. Нажимаем на спусковой крючок и распыляем материал до тех пор, пока краска не начнет стекать вниз ручейками. Наблюдая за скоростью течения этих ручейков и расстоянием между ними, мы можем сделать выводы о равномерности или наоборот, неравномерности распределения краски в факеле.

Тест на равномерность распределения краски в факеле
Для качественной и эффективной покраски материал должен распределяться равномерно или с незначительной концентрацией в центральной части факела. Образцы правильного и неправильного распределения материала приведены ниже.

Следует иметь ввиду, что существуют воздушные головки, специально разработанные для распыления с высокой концентрацией в центре факела.
Тест на качество распыления
Чтобы окончательно убедиться, что наш пистолет наносит лакокрасочный материал равномерно, проведем еще один, последний тест, имитирующий, собственно, сам процесс покраски. Вдоль тестовой поверхности на рекомендуемом расстоянии и с равномерной постоянной скоростью проводим включенным распылителем. Размеры капель краски в полученной полосе могут нам кое-что сказать.

Тест на качество распыления
Во-первых, не нужно пытаться добиться очень мелких капелек одинакового размера. Размер капель зависит как от давления распыления, так и от степени помола пигмента. Поэтому равномерное распределение по отпечатку более мелких капель, чем остальные, можно считать нормальным. Также нормально, когда от центра отпечатка к верхней и нижней его части размер капель слегка уменьшается.
Помните, что для достижения качественного распыления следует использовать минимально необходимое давление. Слишком большое давление приведет к повышенной степени туманообразования, перерасходу материала и чрезмерно «сухому» шероховатому покрытию.
Резюме
- При полной окраске кузова, окраске отдельных деталей и прочих значительных поверхностей, правильной настройкой краскопульта считается такая, при которой полностью открыты регуляторы воздушного потока, подачи краски и ширины факела, и при нажатом курке установлено рекомендованное давление на входе в краскопульт. При этом отпечаток факела должен быть максимально равномерным, без каких-либо изъянов и геометрических смещений.
- При частичной покраске, покраске небольших деталей и труднодоступных мест, ширину факела, подачу материала и входное давление можно варьировать исходя из ситуации. Главным критерием всегда остается правильность формы и равномерность отпечатка факела.
- Рекомендованное входное давление в зависимости от модели и производителя краскопульта варьируется в пределах: 3-4 атм для конвенциональных распылителей и 1,5-2,5 атм для HVLP и LVLP (RP, Trans Tech). Точные рекомендации смотрите в документации к краскопульту.
- Если рекомендованное входное давление неизвестно, оно подбирается опытным путем до получения максимально равномерного отпечатка факела (при полностью открытых всех регуляторах на корпусе краскопульта).
- Сопло краскопульта должно соответствовать вязкости распыляемого материала.
И не забывайте проделывать несложный «ритуал» настройки краскопульта перед началом любых окрасочных работ.
Покраска автомобилей — это достаточно сложный производственный процесс, ключевую роль при обеспечении хороших результатов которого играет надежная работа инструмента. В маленьком гараже и в огромном хозяйстве СТО для работы над корпусами и другими сборочными элементами могут использоваться практически одинаковые краскопульты. Однако разные цели, объемы производимых операций, их характер накладывают неизбежные отличия в используемых нагнетателях, обвязке и ином оснащении. Поэтому выбрать компрессор для покраски — задача, которую нужно решать очень внимательно.
Какие бывают компрессоры
Краскопульты, пескоструйные аппараты, оборудование для штукатурки и нанесения мелкодисперсных смесей выдвигает определенные требования к системе нагнетания сжатого воздуха. Характеристики давления и прокачки (для одного устройства) недостаточны для применения промышленных агрегатов. В то же время требуемая параметрика достаточно серьезна, чтобы для ее обеспечения требовалось тщательно выбирать компрессор для краскопульта.
Сегодня в покрасочных цехах, гаражах и мастерских широко применяются:
- винтовые устройства;
- поршневые модели масляного и безмасляного типа;
- конструкции с коаксиальным и ременным приводом.

Каждый из типов оборудования имеет свои особенности и недостатки. И для каждого существует своя оптимальная схема применения.
Поршневой безмасляный компрессор
Особенность поршневых безмасляных моделей — полное отсутствие смазки в системе. Компоненты поршневой группы и другие детали конструкции изготавливаются из специальных износостойких материалов. Низкое взаимное трение обеспечивает долговечность компрессора в целом. Устройства данного класса способны:
- создавать давление до 10 атм;
- обеспечивать хорошую производительность;
- предложить компактные размеры и низкую массу.

Однако агрегат безмасляного типа, который нужен для краскопульта, заставит мириться с:
- высоким выделением тепла;
- малым сроком непрерывной работы;
- повышенным уровнем шума.
Важно! Безмасляные модели благодаря достаточно высоким потерям на трение отличаются низким КПД работы системы в целом.
Поршневой масляный компрессор
В поршневом масляном компрессоре все движущиеся детали покрываются смазочным материалом для снижения потерь на трение. Данный класс устройств отличается долговечностью. Масло находится в емкости картера поршневой группы. В результате разбрызгивания и подачи шестернями оно попадает на все детали конструкции. Такое техническое решение имеет ряд преимуществ:
- потери на трение низки, что повышает КПД системы в целом;
- выделение тепла незначительно;
- оборудование может работать сравнительно долгое время.

Из недостатков можно отметить необходимость обслуживания: компрессор, питающий распылитель, периодически нуждается в доливе и замене масла. Однако эта мелочь не помешала устройствам такого типа завоевать огромную популярность, в первую очередь, в малых мастерских и гаражах.
Винтовой компрессор
Нагнетатель винтового типа — сложная и технологичная конструкция. Он достаточно дорог, сложно регулируется. При повреждении роторов не подлежит ремонту. При замене изношенных подшипников и других деталей рекомендуется обратиться к специалистам для проведения работы и перенастройки устройства.

Несмотря на перечисленные недостатки, винтовые модели весьма популярны там, где компрессорный краскопульт используется практически непрерывно. Они способны:
- подавать большое количество воздуха под высоким давлением;
- работать непрерывно на протяжении десятков часов;
- показывать высочайший КПД;
- тонко настраиваться на нужный режим работы благодаря электронным системам контроля и регулирования.
Компрессор винтового типа выделяет мало тепла, не требует периодического обслуживания. Устройства такого класса весьма популярны в покрасочных цехах и на СТО. Но в небольшой мастерской или гараже они займут слишком много места и нагрузят проводку.
Системы с коаксиальным и ременным приводом
Компрессоры коаксиального привода знакомы всем. В них вал электрического или ДВС двигателя соединен напрямую с блоком поршневой группы. Такие устройства отличают:
- высокие обороты двигателя;
- значительное число ходов поршней в минуту.
Важно! В результате работы системы выделяется тепло, двигатель испытывает броски нагрузки из-за необходимости подавать воздух с переменным давлением. В поршневой группе стираются уплотнительные кольца, что вызывает необходимость их периодической замены.

Гораздо привлекательнее в разрезе технологических характеристик выглядит компрессор с ременным приводом. В нем валы поршневой группы и двигателя не соединены напрямую. Передача крутящего момента происходит через шкивы и ременную передачу. При этом диаметр колеса двигателя меньше, чем соответствующей детали на валу поршневой группы.
В результате такого технического решения достигается:
- пониженное число ходов поршней в минуту;
- резкое снижение бросков нагрузки на валу двигателя;
- увеличение времени между заменами уплотнительных колец, иных элементов с ограниченным сроком службы;
- рост КПД системы;
- увеличение прокачки без роста мощности двигателя.
Главным недостатком компрессоров с ременной передачей является повышенный шум. Это легко объясняется: двигатель практически постоянно работает на максимальных оборотах. Однако этот недостаток не кажется важным, если учесть, что компрессоры с ременной передачей отличаются высокой стабильностью, нагрузочной способностью, общей надежностью.
Где применяются отдельные виды компрессоров
На основании особенностей отдельных видов компрессоров можно легко определить их среднестатистические области использования.
-
Для мелких, разовых работ, например, окраски демонтированной двери или обработки небольшой поверхности подойдет безмасляный поршневой компрессор. Его ресурса непрерывной работы хватит для проведения нужной операции. Вдобавок, использование ресивера и другой обвязки (будет рассказано позже) позволит работать комфортно и достигать отличных результатов.
- выбирать баллон, способный выдержать давление минимум в 1.5-2 раза большее, чем максимальный показатель, формируемый компрессором;
- обеспечивать емкость ресивера в 33% от номинальной производительности нагнетателя.
- в системе подачи сжатого воздуха, на выходе ресивера или входе краскопульта устанавливаются влагоуловители;
- на входе ресивера или выходе масляного поршневого компрессора монтируются специальные маслоуловители.
- компрессоры 220В, однофазной сети;
- устройства с привлекательными характеристиками, ориентированными на трехфазную сеть 380В;
- нагнетатели, способные работать с двумя типами сетей питания.
- Для бытового использования в периодическом режиме отлично подойдет поршневой масляный компрессор. Сегодня в продаже множество вариантов готовых станций, подающих воздух с давлением до 8 бар. Такие комплекты оснащены ресивером с объемом от 6 до 100 литров (рекомендуется выбирать не менее 50л), способны работать в расчете 20 минут каждый час.
- Компрессорные станции полупрофессионального класса построены на масляных поршневых компрессорах с коаксиальным или ременным приводом, оснащаются ресивером с объемом не менее 50 л. Они также не могут эксплуатироваться безостановочно, но эффективное время работы составляет до 40 минут каждый час. Среднестатистический максимум давления — до 16 бар.
- Оборудование промышленного (профессионального класса) не имеет четкой градации параметров. В качестве типичной черты можно отметить огромные объемы ресиверов — до 1 куб.м. Такие станции могут работать непрерывно, можно приобрести оборудование с характеристиками, удовлетворяющими любые потребности.


Таким образом, ресивер позволяет автоматически отключать компрессор для его охлаждения. При этом на входе краскопульта сохраняется достаточное для качественной работы давление.
При создании ресивера следует соблюдать два правила:
Как не испортить покраску: удаление примесей
Каждый тип компрессора имеет свои особенности формирования воздушного потока на выходе. В частности, у безмасляных в нем присутствуют капельки влаги. У масляных поршневых — частички смазки. Попадание ненужных примесей способно нарушить характеристики красочной смеси и испортить конечный результат работы. Чтобы этого не произошло:


Тип энергопитания основного нагнетателя
Среднестатистический пользователь представляет себе компрессор как устройство, которое включается в розетку 220В. Однако анализ рынка, при условии внимательного выбора оборудования под конкретные потребности, показывает: нагнетатель выгоднее выбирать под существующую энергосеть. Сегодня в продаже предлагаются:
При выборе компрессора удобно ориентироваться на существующую структуру энергораспределения.
Варианты оборудования для различных сфер деятельности
В многочисленных вариациях, наборах компонентов для построения эффективной системы подачи воздуха можно заблудиться. Поэтому стоит дать несколько простых рекомендаций, шаблонов среднестатистических решений.
Для сугубо разовых, гаражных работ компрессорную станцию можно собрать своими руками. Для этого потребуется приобрести влаго и маслоуловители, редуктор, реле давления и отыскать пустой газовый баллон в хорошем состоянии. Основным нагнетателем в самодельной станции выступает компрессор из холодильника. Это устройство относится к поршневому масляному классу.
После демонтажа холодильника из узла сливается старое масло и заливается современная синтетика. После этого выходная трубка присоединяется к ресиверу, а система питания коммутируется через термореле. Мини компрессор подобного класса способен удовлетворить минимальные, гаражные потребности.
Заключение
В процессе покраски огромную важность имеет стабильность работы системы подготовки сжатого воздуха и ее способность обеспечить нужную параметрику потока. Один нагнетатель без обвязки не способен удовлетворить потребности мастерской или позволить покрасить весь автомобиль, действуя без перерыва. Однако внимательно анализируя потребности, нетрудно подобрать такой набор оборудования, который обеспечит комфортную и удобную работу.
«>