- О технологиях ремонта направляющих втулок клапанов
- О технологиях ремонта направляющих втулок клапанов
- 1. Экспресс-метод восстановления отверстия втулки
- 2. Метод гильзования втулок
- 3. Традиционная технология замены втулок
- Для чего нужна направляющая втулка
- Причины и последствия деформации
- Почему не стоит пренебрегать проверкой
- Материалы, используемые для изготовления втулок
- Видео: обзор направляющих втулок клапанов для ВАЗ 2108–2109
- Определение износа
- Замена направляющих втулок клапанов
- Извлечение
- Видео по выпрессовке
- Установка новых
- Видео по запрессовке
- Финальная стадия — развёртки

Всем привет, вот и подходит работа к завершению, остаются уже всякие мелочи по сборке и установке, но основная сложная и нудная работа законченна)))
Говоря сложная имеется в виду поиск необходимых элементов и приспособлений, а нудная это само собой, потому что это все не сделаешь за один вечер. Моя машина уже больше месяца стоит в гараже, ожидая новое сердце.
Но вот работа уже вышла на финишную прямую, хотя обо всем по порядку.
Как писал до этого были забиты бронзовые направляющие клапанов, выпускные клапана ходили легко, а вот впускные не лезли. Нужна была развертка, а так как с деньгами напряг, стал искать ее по всем знакомым, но поиски не увенчались успехом и пришлось брать деньги из запаса на черный день, и вот 375руб и развертка у меня, взял регулируемую и ни грамма не пожалел, диапазон регулировки от 7.800мм до 8.229мм.

Для тех кто не знает, зазор между клапаном и втулкой(сток. чугун) должен быть как человеческий волос т.е. 0.05мм, максимально допустимый это 0.3мм — это уже когда клапан болтается как г…о в прорубе.
Для бронзы зазор для впуска нужен 0.04мм, а для выпуска 0.07мм, теперь как это получить? очень легко.
Фоток мало и не все есть, руки были грязные и было не до фото, но тут постараюсь описать все как есть, кому интересно читаем.
Замеряем все клапана микрометром, не забываем что рамка микрометра нагревается от рук и расширяется в пределах 0.001- 0.01мм. Чтоб не пролететь с сотками делаем так.


Дальше выпуск, стержень клапана тоже 7.96 мм, под зазор 0.07 мм нужен диаметр 8.03мм, опять выставляем его на микрометре, разжимаем развертку до этого размера и проходим втулки. Нужного сверла для проверки диаметра я не нашел, но проверял на люфт, т.е. между губок на микрометре при 8.03мм вставлял сверло на 8мм и смотрел как оно люфтит и этого же добивался во втулках.
Не пугаемся что после этой операции клапана гремят во втулках, это должно быть так, втулки бронза, а у нее коэффициент расширения больше чем у стандартных чугунных втулок.
Ну а теперь прирезка седел, описывать это все не вижу смысла, да и фото нет, но делал как DTM26 в записи ГБЦ прирезка седел и притирка клапанов в подробностях Делал все как там написано поэтому кому интересно читаем там.
Все седла были относительно ровными, кроме выпуска 1 цилиндра, там пришлось снять около 0.3мм металла.



Фрезы режут очень легко, всетаки победит рулит, и потраченных денег не жалею, жалею что смазал их маслом чтобы не ржавели, одеваются они под конус в распор и из-за моего масла скользили, пришлось промыть ацитоном. ВАЖНО! не смазывать ничего во время прирезки! Могут возникнуть проблемы от царапин во втулках до застрявшей где нибудь в масле стружки, которая не выйдет при продувке, и обязательно сделает пакость при работе мотора.

С прирезкой законченно, осталась притирка клапанов, тут тоже все просто, многие берут дрель и шланг и вращают клапан дрелью со стороны распредвала, что не очень удобно. Я сделал проще.
Прилепил на клапан бумажный скотч.






После 20 минут, ни одной капли в каналах, значит работа сделана правильно и завтра будет сборка ГБЦ в гараже.
Готовые клапана выглядят так.

Ну и самое главное не забываем что при прирезки седел уходит порядка 0.1-0.5мм высоты от хода клапана, т.е. если у вас стояла шайба 3.20мм и вы прирезав седло просадили его на 0.4мм то по расчетом понятно что нужна шайба в 2.8мм что является критической т.к. кулачок распредвала может задевать стаканчик, да и при работе двигателя клапан может подняться, а тоньше шайбу уже не найдешь. Остается один выход — точить торец клапана, но и тут подводные камни, торец клапана закален токами высокой частоты ТВЧ и срезав больше 0.5 с торца вас может ожидать полный п…ец как например тут поэтому заказывая клапана я просил их отторцевать на 0.5мм с последующей закалкой и стачивание фаски. Не забывайте этот момент при заказе.
Торцевать не нужно если не меняется втулка, тогда и не разворачивается седло и не нужно проверять высоту, только в конце работы нужно проверить зазоры на клапанах которые могли уйти из-за притирки.
Всем спасибо за внимание, завтра сборка головы и возможна установка, все вопросы в личку или в комментариях 😉

О технологиях ремонта направляющих втулок клапанов
О технологиях ремонта направляющих втулок клапанов
Самое не гуманное оружие массового поражения – время.
Одним из основных требований качественного ремонта головки блока цилиндров (ГБЦ) является обеспечение герметичности сопряжения «седло-клапан». Операции обработки фасок клапанов и седел по праву считаются важнейшими и ответственными в технологической цепи ремонта головок блока. Но существует и не менее ответственная операция — замена (или восстановление) направляющих втулок, которые являются технологической базой для последующей обработки седла.
Нередко при перепрессовке втулок происходит смещение оси отверстия, что при большом «перекосе» не позволяет обработать рабочую фаску седла одинаковой ширины по всей окружности. В результате этого нарушается теплоотвод, и впоследствии возможно прогорание седла или тарелки клапана. Кроме того, «перекос» оси приводит к ускоренному износу стебля и торца клапана. Причины возникновения таких ситуаций банальны – это нарушения технологии ремонта и нестабильное качество запасных частей (втулок), которые выпускают не только российские, но и зарубежные производители.
Цель этой статьи заключается в ознакомлении читателей с различными технологиями ремонта направляющих втулок клапанов и с организацией входного контроля качества запасных частей.
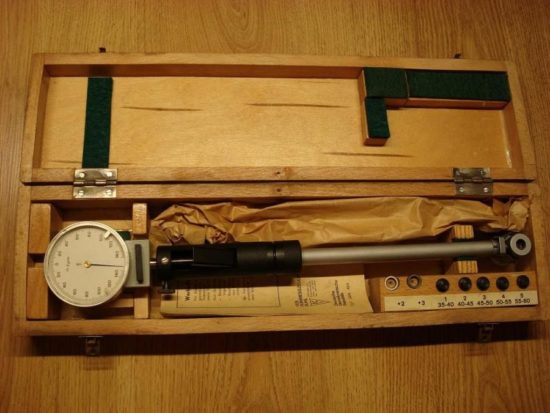
Необходимым условием качественного ремонта ГБЦ является дефектовка направляющих втулок. Производится она с помощью нутромеров или калибров (рис 1).
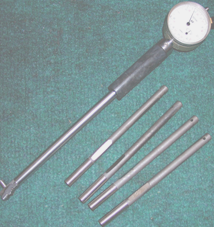 Нутромер и цилиндрические калибры позволяют осуществить дефектовку направляющих втулок с точностью 0,01 мм.
Нутромер и цилиндрические калибры позволяют осуществить дефектовку направляющих втулок с точностью 0,01 мм.
На практике, большинство ГБЦ поступающих в ремонт, имеют втулки с износом превышающим допустимый (обычно 0,15 мм и более). Как правило, «выпускные» втулки изношены больше «впускных», что объясняется их повышенной термонагруженностью. Традиционно, износ втулки в горизонтальном сечении имеет ярко выраженный эллипс с большей осью в плоскости качания коромысла (вращения кулачка распред. вала), а в вертикальном сечении напоминает «корсет». Таким образом, максимальный износ отверстия втулки следует искать в плоскости качания коромысла (вращения кулачка) со стороны камеры сгорания.
В зависимости от степени износа или наличия других дефектов направляющих втулок автомеханик должен выбрать наиболее рациональную технологию их ремонта. Возможны следующие варианты:
1. Экспресс-метод восстановления отверстия втулки
Восстановление отверстия втулки можно выполнить без ее выпрессовки из ГБЦ за счет применения метода пластического деформирования металла. Используя комплект инструмента для восстановления направляющих втулок от компании Neway (США) можно восстанавливать втулки с диаметрами отверстий от 6 до 12 мм (рис 2). Степень восстановления изношенного отверстия во втулке обуславливается ее материалом. Например, втулки изготовленные из цветных материалов с износом до 0,5 мм восстановить еще можно, а втулки из высокопрочного чугуна или металлокерамики только с износом до 0,15 мм. Следует отметить, что данная технология широко применяется в России.
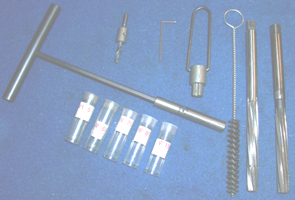 Рисунок 2. Комплект для восстановления направляющих втулок от компании Neway
Рисунок 2. Комплект для восстановления направляющих втулок от компании Neway
Уменьшение диаметра отверстия происходит при раскатывании поверхности роликами-ножами. После применения этой технологии на поверхности отверстия втулки остается спиральный желобок, который в дальнейшем:
- увеличивает маслоемкость поверхности, а значит, улучшаются условия смазки в этой паре трения;
- создает газолабиринтное уплотнение в сопряжении, а значит, меньше масла попадет в камеру сгорания;
- упрочняет поверхность отверстия втулки за счет уплотнения поверхности роликом (эффект наклепа).
Поскольку за счет спиральной канавки поверхность отверстия во втулке уменьшается всего на 10…15%, то ее наличие практически не скажется на ресурсе работы ГБЦ, т.к. при работе мотора клапан во втулке колеблется в пределах теплового зазора. Стебель клапана никогда не контактирует со втулкой по всей поверхности отверстия.
Восстановление поверхности отверстия втулки считается выполненным хорошо, если после разворачивания его в размер вы увидите состояние «очищенного оружейного ствола», т.е. без участков поверхностей, необработанных разверткой.
2. Метод гильзования втулок
За рубежом достаточно широко применяется технология восстановления направляющих втулок путем установки в них тонкостенных гильз, изготовленных из специальных сплавов меди (рис. 3).
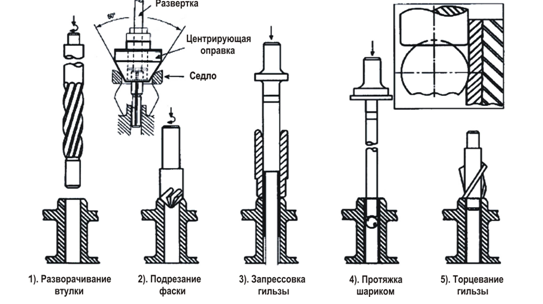 Рисунок 3. Последовательность выполнения операций при восстановлении направляющей втулки методом гильзования.
Рисунок 3. Последовательность выполнения операций при восстановлении направляющей втулки методом гильзования.
Для надежного применения этой технологии недостаточно иметь только комплект инструментальной оснастки – необходимо строго соблюдать режимы и последовательность выполнения операций. Следует отметить, что самой ответственной операцией здесь является протяжка отверстия шариком.
Таким образом, основным достоинством технологий восстановления втулок является сохранение ремонтопригодности ГБЦ за счет исключения операции перепрессовки втулок.
3. Традиционная технология замены втулок
Алюминиевые ГБЦ обычно нагревают до температуры 110ºС. С чугунными ГБЦ работают без их нагрева. Втулки надо выпрессовывать с помощью специальных оправок и пневмомолотка или гидравлического пресса. Это обеспечит приложение нагрузки по оси втулки и минимизирует повреждения отверстия (посадочного места) втулки в ГБЦ. При запрессовке втулок они сначала охлаждаются в жидком азоте, а затем с помощью специальных оправок устанавливаются в головку блока. После запрессовки, отверстие втулки необходимо обработать в размер, обеспечивающий сопряжению «втулка – клапан» необходимый тепловой зазор. Эти размеры указаны в специальной технической литературе.
Обработка отверстия втулки обычно производится разверткой со стороны клапанных пружин. Для обеспечения требуемой точности (погрешность + 0,01 мм на диаметр) необходимо использовать специальные развертки.
При перепрессовке втулок традиционным способом особое значение имеет качество поставляемых запасных частей. Характерным примером могут послужить диаграммы изменения нагрузок при выпрессовке втулок, имеющих близкие значения длины запрессованной части втулки. Например, выпрессовка направляющей втулки MAN производится с меньшими максимальными усилиями и более плавным изменением нагрузки, чем втулки ЯМЗ-238 (см. рис. 4), что объясняется разницей в величинах отклонения формы и чистоты обработки их сопрягаемых поверхностей.
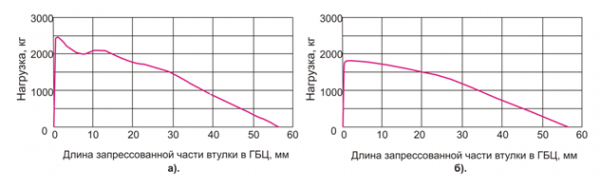 Рисунок 4. Зависимость изменения нагрузки при выпрессовке втулок выпускного клапана ЯМЗ-238 (а) и MAN (б).
Рисунок 4. Зависимость изменения нагрузки при выпрессовке втулок выпускного клапана ЯМЗ-238 (а) и MAN (б).
Втулки поставляемые в запчасти, могут иметь ремонтный размер как отверстия, так и посадочной поверхности. Известно, что втулка устанавливается в ГБЦ с натягом, который в большинстве случаев составляет 0,03…0,06 мм. Однако, при выпрессовке втулок нередко возникают случаи повреждения поверхности отверстия в ГБЦ. Если эти дефекты (продольные риски, «вырывы» металла и т.п.) имеют глубину более 0,02 мм, то необходима доработка отверстия с помощью разверток под установку новой втулки ремонтного размера. При наличии незначительных повреждений поверхности при установке новых втулок целесообразно использование высокотемпературных анаэробных клеев. В противном случае не исключена возможность попадания масла в камеру сгорания через щели между втулкой и корпусом ГБЦ.
Для повышения ремонтопригодности ГБЦ, в которой имеются глубокие риски в отверстиях, экономически целесообразно произвести разворачивание этих отверстий «как чисто», а втулку ремонтного размера доработать по посадочной поверхности, т.к. технологически проще обработать «вал» в требуемый размер, чем «отверстие».
При входном контроле качества запасных частей, особенно отечественного производства, необходимо проверять следующие геометрические параметры втулки:
- эксцентриситет (смещение осей отверстия и посадочной поверхности);
- угловое смещение осей;
- эллипсность посадочного цилиндра;
- соосность расположения посадочного цилиндра под маслосъемный колпачок с осью отверстия.
Вышеуказанные параметры можно проконтролировать с помощью специального прибора (рис. 5), разработанного в ГОСНИТИ.
 Рисунок 5. Прибор для определения геометрических параметров направляющей втулки.
Рисунок 5. Прибор для определения геометрических параметров направляющей втулки.
При наличии дефектов геометрии направляющей втулки, например, несоосности отверстия и посадочного места, исправить их обработкой сверлом, зенкером или разверткой не представляется возможным, так как ось отверстия после обработки этими инструментами практически будет сохранена. Поэтому такие втулки должны отбраковываться на стадии входного контроля.
Для количественной оценки влияния отклонения оси направляющей втулки и оси седла клапана на величину съема материала при обработке фаски была разработана математическая модель. Для простоты понимания процесса мы рассмотрим только частный вариант применения универсальной кинематической схемы обработки фасок (рис. 6), т.е. без учета действующих при резании сил и жесткости инструментальной оснастки. Считаем, что касание резца с седлом рассматривается как точка. Рассмотрим нередко встречающийся на практике случай – угловое смещение оси отверстия втулки.
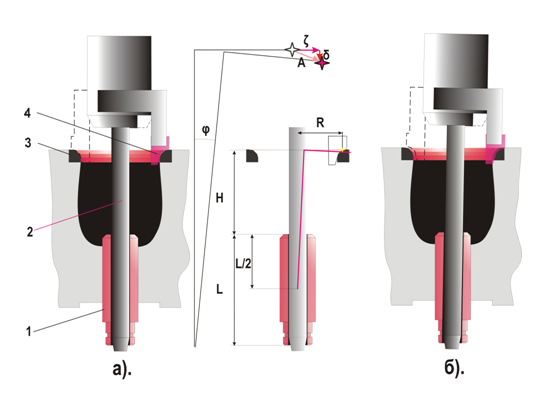 Рисунок 6. Расчетная схема углового смещения осей направляющей втулки и седла при его обработке: а). направляющая втулка без углового смещения осей; б). направляющая втулка с угловым смещением осей. 1-направляющая втулка; 2-направляющий пилот; 3-седло клапана; 4- резец (нож).
Рисунок 6. Расчетная схема углового смещения осей направляющей втулки и седла при его обработке: а). направляющая втулка без углового смещения осей; б). направляющая втулка с угловым смещением осей. 1-направляющая втулка; 2-направляющий пилот; 3-седло клапана; 4- резец (нож).
Расчет смещения точки резания производится по несложным формулам:
- осевое смещение точки резания, мм: δ = sinφ(R+(L/2+H)tg(φ/2));
- радиальное смещение точки резания, мм:
- ζ = R(cosφ – 1) + tg(φ/2)(L/2+H)(cosφ + 1);
- суммарное смещение точки резания, мм: А = (δ2 + ζ2)0,5.
Суммарное смещение точки резания количественно характеризует величину съема металла седла до достижения момента, с которого резец начнет обрабатывать седло по всей окружности. Для формирования равномерной по окружности ширины фаски, согласно опытным данным, необходимо снять ещё 0,1… 0,2 мм.
Угол отклонения осей φ связан с результатами измерений на приборе следующей зависимостью: tg φ = (e12+e22)0,5/L = e/L, где: e1,e2 – эксцентриситет отверстия втулки относительно посадочной поверхности втулки соответственно в двух плоскостях; e – суммарный эксцентриситет; φ – угол смещения осей, град; R — радиус седла, мм; L – длина направляющей втулки, мм; H – высота расположения плоскости резания седла, проведенной через точку касания резца от верхнего торца втулки, мм.
Результаты расчета по итогам выборочной проверки втулок ненадлежащего качества показаны в табл. 1. Например, для впускного клапана двигателя ЗМЗ-402 (рис. 7), при отклонении осей втулки (эксцентриситете) в 0,42 мм, максимальный съем металла седла составляет 0,60 мм. На такую глубину врезается резец до момента обработки по всей окружности седла непрерывно. Затем для формирования полной ширины фаски необходимо «вырезать» еще около 0,2 мм. Итого, при наличии указанной несоосности, рабочая фаска седла опустится глубже своего прежнего положения на 0,8 мм.
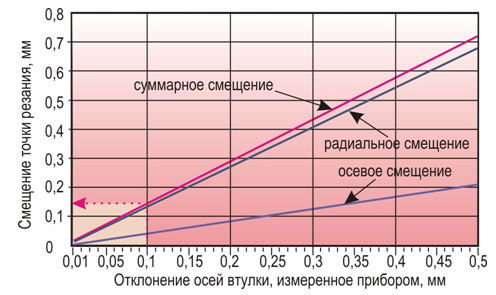 Рисунок 7. Зависимость смещения точки резания при обработке седла от эксцентриситета отверстия направляющей втулки ЗМЗ-402.
Рисунок 7. Зависимость смещения точки резания при обработке седла от эксцентриситета отверстия направляющей втулки ЗМЗ-402.
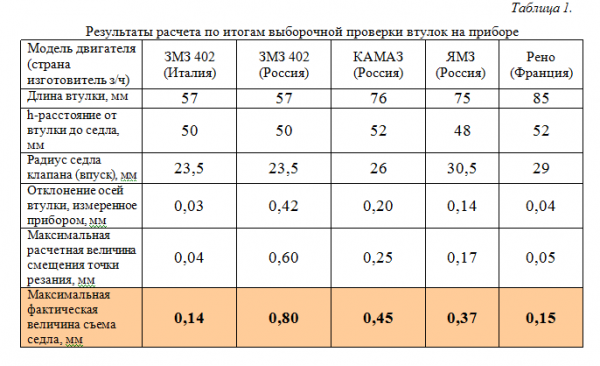
Наша практика показала, что втулки, суммарный эксцентриситет которых превышает 0,10 мм (рис. 7), устанавливать нежелательно по следующим причинам: — увеличиваются затраты времени на последующую обработку седла; — растет себестоимость ремонта; — не обеспечивается равномерность ширины рабочей фаски седла; — снижение ремонтопригодности ГБЦ из-за перспективы замены седел. Следует отметить, что разная величина съема материала по окружности седла снижает его жесткость, вследствие этого может снизиться ресурс работы сопряжения «седло – клапан».
Повышенный «перекос» осей неизбежно приводит к увеличению глубины утопания тарелки клапана, что недопустимо для дизельных, а также бензиновых двигателей, в которых регулировка теплового зазора клапана осуществляется гидрокомпенсаторами или регулировочными шайбами. При выходе из допустимых значений утопания тарелки клапана, седло придется заменить. А это потребует достаточно много времени. Не лучше ли избежать перспективы замены седел на стадии входного контроля качества запасных частей, т.е., семь раз отмерить и один раз сделать правильно?!
Как говаривал наш общий знакомый: «Время – деньги! …», так давайте же их «ковать» за счет повышения уровня своего профессионализма.

Характерной особенностью автомобилей отечественного производства является то, что их ремонт и техническое обслуживание вполне можно осуществлять собственными силами. Главное, наличие необходимых знаний, инструкций и желание справиться с задачей собственными силами. Но всё же в случае замены направляющих втулок клапанов, которая имеет ряд своих специфических особенностей, провести её лучше на СТО. Однако немало автомобилистов неплохо справляются с этой задачей и в собственном гараже.
Для чего нужна направляющая втулка
Направляющую втулку вполне справедливо можно считать основным элементом, от которого зависит ресурс и правильная работа тандема «седло — клапанная тарелка». Материал, из которого изготовлена деталь и сама её конструкция в первую очередь нацелены на работу в условиях больших скоростях закреплённого в ней клапанного стержня, постоянных высокотемпературных нагрузок и практически полного отсутствия смазки в паре «клапан-втулка».
Причины и последствия деформации
Описанные условия приводят к тому, что в процессе работы мотора изнашиваются и направляющая втулка клапана, из-за чего со временем может нарушаться её соосность с клапанным стержнем. В дальнейшем деталь ещё больше разбивается и клапан начинает «гулять» и неплотно прилегать к своему седлу, а это, в свою очередь, приводит к разбитию фаски седла со временем. В качестве последствий можно получить прогар клапана и попасть на замену седла.

Внешний вид бронзовых направляющих втулок для моделей ВАЗ 2108–2109
Также из-за «гуляния» клапана в разбитой направляющей могут быстрее прийти в негодность маслосъёмные колпачки. Они просто не смогут удерживать масло при увеличившихся угловых смещениях клапанного стержня. Результатом будет попадание масла в двигатель, а если ещё учесть, что через разбитую втулку будет проходить масла больше обычного, то ситуация получается не из приятных. Увеличится нагар на клапанах и других деталях вокруг камеры сгорания, повысится уровень вредных выбросов выхлопных газов и можно получить преждевременно вышедший из строя каталитический нейтрализатор. И простой заменой маслосъёмных колпачков тут не обойтись, так как вскоре проблема снова вернётся.
Почему не стоит пренебрегать проверкой
В процессе ремонта двигателя его головке лучше уделить особое внимание. Нередко именно эта часть мотора виновна в том, что уровень компрессии в цилиндрах далёк от желаемого. Автомобилисты порой при ремонте ГБЦ ограничиваются только притиркой клапанов к их сёдлам, считая, что в цельнометаллических втулках особо изнашиваться особо-то нечему. В то же время проверить, насколько велик зазор между деталью и её клапаном будет совсем нелишним делом. Когда полученные цифры зазора выходят за рамки рекомендуемых автопроизводителем, то никакая притирка клапанов или замена маслосъёмных колпачков не уберегут от проблем в дальнейшем.
Материалы, используемые для изготовления втулок
Для изготовления втулок применяют материалы с хорошей износостойкостью и уровнем теплопроводности. Среди таких можно найти:
- специальные сплавы чугуна;
- бронзУ;
- латунь;
- металлокерамику.
По теплопроводности и себестоимости латунь наряду с бронзой находятся в лидерах, поэтому подавляющее большинство втулок изготовлено из сплавов этих металлов.
Нюансы, которые необходимо учитывать
Большинство втулок имеют специальный опорный буртик на наружной стороне, призванный обеспечить надлежащую фиксацию детали по вертикали в ГБЦ. Если же деталь гладкая, то установка осуществляется с использованием специальной оправки.
Для впускных клапанов направляющие втулки не должны выступать, дабы не увеличивать аэродинамическое сопротивление впускного канала. Втулки выпускных клапанов призваны по максимуму «прятать» стержень клапана для сохранности последнего от воздействия высоких температур и лучшего отвода тепла.

Внешний вид и расположение направляющей втулки клапана в ГБЦ
Точность изготовления втулок очень высока. Это необходимо для получения максимально выверенной соосности и наилучшего прилегания клапанной тарелки и седла при функционировании двигателя. Снаружи корпус детали, которую предстоит запрессовать в ГБЦ, должен быть максимально чисто обработан, на нём должны отсутствовать какие-либо царапины или риски. Этим обеспечивается оптимальный отвод тепла от этой хапчасти в головку блока.
Видео: обзор направляющих втулок клапанов для ВАЗ 2108–2109
Определение износа
Характер работы пары «клапанный стержень — втулка» обуславливает повышенный износ внутренней поверхности последней. Заметен он становится при длительном пробеге автомобиля (около 150 тыс. км.). В то же время использование масел низкого качества может существенно ускорить выработку ресурса втулок. Поэтому всегда перед их заменой желательно определить степень износа. Для этого есть два метода:
-
С использованием микрометра в паре с нутромером. С помощью этих инструментов у втулки измеряется минимальное значение внутреннего диаметра, а также максимальный диаметр зоны хода клапанного стержня. Разность между полученными диаметрами и даст нам ширину искомого зазора. При проведении измерений не нужно забывать о конусном и бочкообразном характере износа стержня, а также о том, что с высотой у втулки меняется диаметр. Все поверхности перед началом замеров необходимо хорошо очистить от пыли и грязи.

Набор из Нутромера и микрометра для определения износа втулок
Нутромер с индикатором часового типа для измерения зазоров между втулкой и клапаном
Замена направляющих втулок клапанов
Извлечение
- Здесь настоятельно рекомендуется перед процедурой разогреть головку блока цилиндров где-то до 100 градусов по Цельсию. Алюминий, из которого изготовлена ГБЦ, имеет больший коэффициент расширения, чем материал направляющей втулки. Вследствие нагревания натяг соединения втулка-ГБЦ существенно уменьшается и направляющие можно спокойно, без повреждения посадочного места, выпрессовать лёгкими ударами молотка или кувалды.
- Для извлечения применяют специальный инструмент-выколотку (оправку). Несмотря на свою узкоспециализированность и дороговизну, этот инструмент даёт возможность выпрессовки точно по оси направляющей втулки. Нередко опытные автомастера для подобных процедур обзаводятся пневмомолотками и специальными насадками-выколотками для них.

Инструмент для выпрессовки и запрессовки направляющих втулок
Видео по выпрессовке
Установка новых
- Перед тем как ставить новые запчасти, нужно определить значение фактического натяга. Для этого измеряется диаметр посадочного гнезда в ГБЦ и диаметр втулки. Разница между первым и вторым не должна превышать 0,03–0,05 мм.
- В случае если гнездо заметно больше, чем выбранная для него втулка, то следует поискать деталь диаметром побольше. Если же диаметр гнезда недостаточен, то можно воспользоваться услугами сверлильного станка для его увеличения.
- Перед процедурой запрессовки новых втулок головку блока цилиндров также необходимо нагреть. А вот новые запчасти вообще рекомендуют охладить в жидком азоте, что сильно уменьшит их внешний диаметр и позволит легче войти в расширенные от нагрева посадочные гнёзда, также снизит риск получения повреждений при запрессовке.
- Но так как не у всех в гараже найдётся жидкий азот, то можно предварительно поместить новые втулки в морозилку. Опять же при наличии последней в зоне доступности. Для простоты, можно взять в качестве необходимой разницу температур между ГБЦ и направляющей втулкой равной 150 градусам Цельсия. Ещё при запрессовке втулок рекомендуют смазывать трущиеся поверхности жидким машинным маслом, особенно если детали не нагревались/охлаждались.
- Сам процесс запрессовки проходит по тому же сценарию, что и выпрессовки. В качестве инструмента оправка и молоток (или пневмомолоток с насадкой). Далее, чередой последовательных ударов забиваем деталь в посадочное гнездо.
Видео по запрессовке
Финальная стадия — развёртки
Бывает так, что при установке клапанов они не входят в новые втулки. Это вызвано тем, что при запрессовке направляющие могут немного изменить свой внутренний диаметр. Здесь на помощь приходят развёртки, которыми наша запчасть растачивается до нужного диаметра. Применяем последовательно одну за другой по нарастающей. Параллельно снимаются замеры после каждого использования. Развёртки лучше брать сразу алмазные, так как стальные значительно быстрее приходят в негодность.

Развёртка направляющих втулок 8,022 мм
Как говорилось в самом начале, направляющие втулки клапанов, несмотря на их внешнюю кажущуюся простоту, являются одними из базисных элементов газораспределительного механизма. Понимание этого момента, а также возможных последствий в случае неисправности позволит сохранить немало нервов, времени и денежных средств.