- Запчасти для сельскохозяйственной и специализированной техники
- Гарантия
- Доставка
- Ремонт
- Всестороннее описание вала коленчатого А-41
- Коленчатый вал предназначен для комплектации дизельного двигателя А-41 и модификаций двигателей на его основе.
- Таблица 1. Шатунные шейки коленчатого вала
- Таблица 2. Коренные шейки коленчатого вала
- 1. Подготовка к установке коленчатого вала двигателя А-41
- 2. Требования к соприкасающимся деталям
- 3. Требования к сборке двигателя А-41
- 4. Обкатка и испытание двигателя А-41
ОСОБЕННОСТИ СБОРКИ И РАЗБОРКИ ОСНОВНЫХ УЗЛОВ И МЕХАНИЗМОВ ДВИГАТЕЛЕЙ А-01, А-01М и А-41
При сборке блока цилиндров и кривошипно-шатунного механизма необходимо руководствоваться следующими правилами:
1. При надевании резиновых уплотнительных колец на гильзу цилиндров не допускается их перекручивание в канавках. Резиновые кольца и нижний посадочный пояс в блоке цилиндров (0151 мм) должны быть смазаны дизельным маслом, иначе резиновые кольца при установке гильз в блок могут быть повреждены. Заходная фаска на нижнем посадочном поясе в блоке цилиндров должна быть пологой, чистой, без забоин.
Овальность новых гильз цилиндров при закрепленной головке цилиндров не должна превышать 0,03—0,05 мм.
2. Перед сборкой поршня с шатуном и пальцем поршень следует нагревать в масляной ванне до температуры 80—100° С. Запрещается запрессовывать поршневой палец в поршень в холодном состоянии.
Шатун с поршнем необходимо собирать так, чтобы камера сгорания была смещена в сторону длинного шатунного болта. При установке поршня с шатуном в блок цилиндров камера в поршне должна быть смещена с оси цилиндров в сторону, противоположную распределительному валу.
3. Компрессионные кольца нужно устанавливать на поршень фасками вверх, при этом следует иметь в виду, что верхнее кольцо хромированное, а остальное нехромированные.
Нельзя допускать больших деформаций колец при их установке в поршневые канавки, поэтому рекомендуется применять специальное
приспособление, показанное на рисунке 19, которое ограничивает расширение колец до наружного диаметра 142,5 мм.
4. При установке поршня с поршневыми кольцами в гильзу цилиндров во избежание повреждения колец следует применять технологическую конусную оправку («ложную гильзу»), как показано на рисунке 20.
5. Вынимать гильзы из блока цилиндров необходимо при помощи съемника (рис. 21), который вводят во внутреннюю полость гильзы.
6. Перед установкой деталей поршневой группы в цилиндры двигателя замки соседних поршневых колец должны быть расположены под углом 120—180° один относительно другого. Кольца, установленные в канавки поршня, должны свободно в них перемещаться под действием собственного веса.
Радиальный зазор между кольцами и канавками (при охвате их обоймой диам 130 мм) необходимо соблюдать в следующих пределах (табл. 4).
7. При укладке коленчатого вала в блок цилиндров и установке деталей шатунно-поршневой группы необходимо, чтобы номер (стан-дарт) производственного (1Н, 2Н) или ремонтного (PI, Р2, РЗ) размера шатунных и коренных шеек коленчатого вала соответствовал номеру (стандарту) вкладышей.
Не допускается устанавливать вал и вкладыши разных размеров, так как это приведет к заклиниванию коленчатого вала.
Перед сборкой необходимо прочистить, промыть керосином или дизельным топливом и продуть сжатым воздухом масляные полости и каналы в блоке цилиндров, коленчатом вале и в шатунах. Забоины, вмятины, заусенцы и риски должны быть тщательно зачищены. Постели и наружные поверхности следует протереть насухо, а шейки коленчатого вала смазать тонким слоем чистого дизельного масла.
Запрещается шабрить вкладыши, подпиливать крышки коренных подшипников, ставить какие-либо прокладки между вкладышем и его постелью и между плоскостями разъема подшипников, переставлять крышки шатунов с одного шатуна на другой или их переворачивать, переставлять с одного места на другое крышки коренных подшипников.
При сборке поршневой группы и коленчатого вала следует пользоваться деревянными или медными молотками и выколотками.
8. Следует иметь в виду, что затягивать шатунные болты нужно начинать с длинного (призонного) болта. В противном случае это может привести к нарушению посадки шлицевого стыка и деформации постели шатуна.
Не допускается повторное использование стопорных шайб шатунных болтов при переборках двигателя и применение самодельных стопорных шайб.
9. Гайки крепления крышек коренных подшипников рекомендуется затягивать в порядке, показанном на рисунке 22, в два приема тарированным ключом, применяя момент затяжки 41—44 кГм. Устанавливать крышки подшипников следует в соответствии с выбитыми на них цифрами.
10. Гайки крепления головок цилиндров к блоку нужно затягивать в порядке, показанном на рисунке 23, в два приема (предварительно и окончательно) .
В холодном состоянии двигателя момент затяжки гаек
крепления головок цилиндров должен быть 16—18 кГм, в горячем — 18—20 кГм.
11. Если необходимо разобрать механизм уравновешивания, следует пользоваться съемником для выпрессовки подшипников (рис. 24).
Для этого нужно расконтрить болты 11 (см. рис. 18) крепления пластин 8, отвернуть их и снять пластины. Затем легким ударом молотка или выколотки по торцу оси груза-шестерни сдвинуть груз в ту и другую сторону до упора во внутренние стенки корпуса механизма. Под воздействием смещения груза наружные обоймы подшипников будут выпрессовываться из расточки корпуса механизма. После этого выпрессовать наружную обойму подшипника съемником. Затем этим же съемником спрессовать внутреннюю обойму, после чего груз-шестерню вынуть из корпуса.
Собирать следует в обратной последовательности. Напрессовывать подшипник рекомендуется одновременно и в корпус и на цапфу груза-шестерни.
Следует иметь в виду, что наружное кольцо подшипника № 12507КМ подогнано к внутренней обойме и не взаимозаменяемо с другими подшипниками.
При установке механизма уравновешивания на двигатель метки шестерен и венца коленчатого вала должны быть совмещены. После установки механизма при положении поршня первого цилиндра в в. м. т. грузы-шестерни должны быть обращены вниз с точностью ±5°.
При установке механизма уравновешивания на двигатель между корпусом механизма и привалочной плоскостью блока цилиндров необходимо установить регулировочные прокладки, при помощи которых обеспечивают боковой зазор между зубьями в зацеплении шестерни-груза с венцом коленчатого вала (0,25—0,4 мм по щупу). Нарушение этого зазора при сборке как в сторону уменьшения, так и в сторону его увеличения может привести к повышенному шуму в зацеплении и аварийному износу зубьев шестерен.
Качество сборки механизма уравновешивания проверяют проворачиванием грузов в подшипниках вручную. Шестерни должны возвра-щаться в исходное положение под действием собственного веса грузов.
Сборку головок цилиндров начинают с установки и притирки клапанов. Клапаны устанавливают в направляющие втулки, при этом клапан должен входить в отверстие втулки легко, под действием своего веса. Затем клапан притирают до тех пор, пока не будет достигнута требуемая герметичность конусной фаски гнезда (или седла) головки цилиндров и клапана.
После притирки клапанов головку очищают от притирочной пасты и промывают.
Клапанный механизм рекомендуется разбирать и собирать при помощи приспособления (рис. 25).
Для удобства демонтажа стакана форсунки (при замене резинового кольца или медной прокладки под стаканом) можно использовать съемник (см. рис. 108). При замене шпилек используют шпильковерт (рис. 26).
Болты крепления маховика, крышки шатуна, болт крепления шестерни на распределительном валу, болты крепления опор осей толкателей, гайки крепления стоек осей коромысел следует надежно законтрить. При этом усики шайб должны плотно прилегать к грани болта или гайки. В случае контрения проволокой натягивать ее нужно в сторону заворачивания.
При запрессовке каркасных сальников (манжет) в корпусные детали (картер маховика, крышку картера шестерен, колпак головки цилиндров) нельзя допускать перекосов сальника и сколов на его поверхности.
Уплотняющая кромка должна быть ровной и гладкой. Перед установкой на вал поверхность сальника необходимо смазать смазкой УС (солидолом) или ЦИАТИМ-201.
Все уплотнительные прокладки должны быть без следов смятия и разрывов.

Рис. 19. Приспособление для снятия и установки поршневых колец:
1 — корпус; 2 — винт; 3 — крышка; 4 — пружина; 5 — серьга: 6 — рукоятка; 7 — Ось; 8 — сухарь (губки).

Рис. 20. Конусная оправка для установки поршня в гильзу цилиндра.
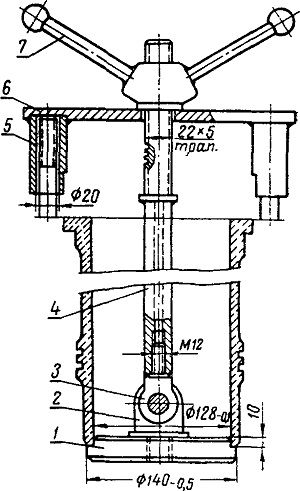
Рис. 21. Съемник для выемки гильз цилиндров из блока:
1 — диск; 2 — серьга; 3 — проушина винта; 4 — винт; 5 — дистанционная втулка; 6 — планка; 7 — рукоятка.
Для компрессионного
Для маслосъемных
кольца
колец
Первого — 0,24—0,26 мм
0,08—0,12 мм
Второго — 0,18—0,20 мм
Третьего — 0,15—0,18 мм
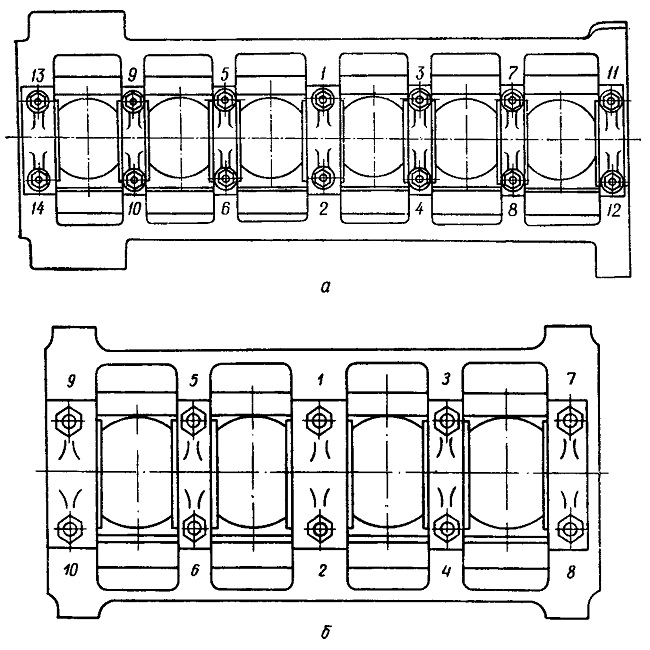
Рис. 22. Порядок затяжки гаек крепления крышек коренных подшипников: с —двигателей А-01 и А-01М; б —двигателей А-41.
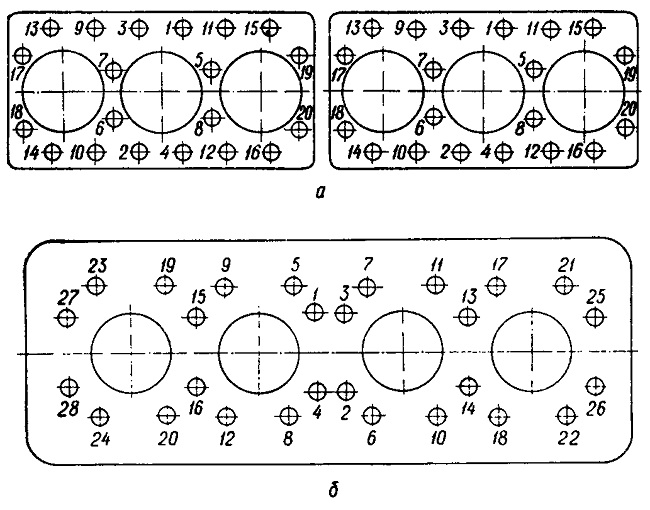
Рис. 23. Порядок затяжки гаек крепления головок цилиндров: а — двигателей А-01 и А-01М; б —двигателей А-41.
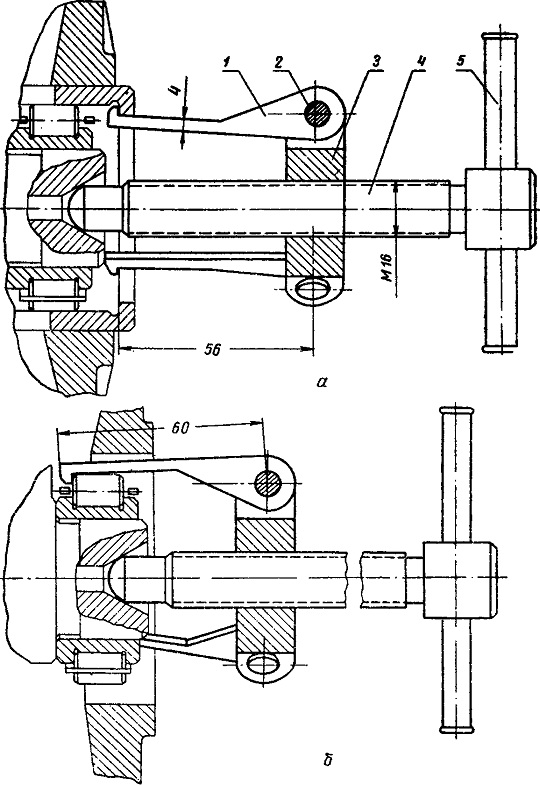
Рис. 24. Съемник для разборки подшипника механизма уравновешивания:
а — снятие наружной обоймы подшипника; о— снятие внутренней обоймы подшипника; 1 — рычаг; 2 — ось; 3 — крестовина; 4 — винт; 5 — рукоятка.

Рис. 25. Приспособление для разборки и сборки клапанного механизма:
1 — упорный винт; 2 — нажимная гарелка; 3 — рукоятка.
Рис. 26. Шпильковерт:
1 — рукоятка; 2 — оправка; 3 — штифт;
4 — проушина опровки.

1. Очистите нагар по краям постелей блока цилиндров. Очистите от отложений масляные канавки в постелях.

2. Установите вкладыши коренных подшипников в постели блока цилиндров в соответствии с метками, сделанными при разборке. Обратите внимание, что средний вкладыш А без проточки. При установке вкладышей их стопорные усики должны войти в пазы постелей. Смажьте вкладыши моторным маслом.

3. Установите коленчатый вал в блок цилиндров.

4. Смажьте упорные полукольца моторным маслом. Обратите внимание на канавки полуколец – этими сторонами полукольца устанавливаются к щекам коленчатого вала.

5. Установите сталеалюминиевое полукольцо (белого цвета) с передней стороны средней постели (со стороны привода распределительного вала).

6. . металлокерамическое (желтого цвета) – с другой стороны постели.

7. Поверните полукольца так, чтобы их концы были заподлицо сторцами постели.

8. Вставьте вкладыши в крышки коренных подшипников в соответствии с метками, сделанными при разборке. При этом стопорные усики вкладышей должны войти в пазы крышек. Смажьте вкладыши моторным маслом.

9. Установите крышки в соответствии с метками. На крышках нанесены метки (насечки) в соответствии с номером цилиндра. Исключение составляет пятая крышка, на которой нанесены две метки, как и на второй. На второй крышке есть два резьбовых отверстия под болты крепления маслоприемника. Номера цилиндров считают со стороны привода распределительного вала, а крышки устанавливают метками А в сторону кронштейна генератора Б.
10. Смажьте моторным маслом резьбу и торцы головок болтов крепления крышек.

11. Вверните болты и затяните их требуемым моментом в следующем порядке: первыми затяните болты третьей крышки 1, затем второй 2 и четвертой 3, потом первой 4 и пятой 5. После затяжки болтов проверните на два-три оборота коленчатый вал – он должен вращаться легко, без заеданий.
12. Для удобства установки смажьте тонким слоем консистентной смазки прокладку масляного насоса и «приклейте» ее к блоку. Удалите излишки смазки.
13. Установите масляный насос и вверните болты его крепления (см. «Снятие и установка масляного насоса» ).
14. Для удобства установки смажьте тонким слоем консистентной смазки прокладку держателя заднего сальника и «приклейте» ее к блоку. Удалите излишки смазки.
15. Установите держатель заднего сальника и вверните болты его крепления (см. «Замена сальников коленчатого вала» ).

16. Вставьте шатун в поршень в соответствии с ранее сделанными метками так, чтобы номер детали А на шатуне был обращен в противоположную сторону от прилива Б на бобышке поршня.

Рис. 4.16. Приспособление для запрессовки поршневого пальца: 1–валик; 2–поршневой палец; 3–направляющая втулка; 4–винт; 5–дистанционное кольцо
17. Для запрессовки поршневого пальца лучше пользоваться специальным приспособлением. При его отсутствии можно подобрать подходящую оправку. Наденьте поршневой палец 2 (рис. 4.16) на валик 1 приспособления для установки поршневого пальца с надетым на него дистанционным кольцом 5. Затем наденьте направляющую втулку 3 и закрепите ее винтом 4, не затягивая его. Размеры дистанционного кольца: наружный диаметр 22 мм, внутренний – 15 мм, толщина – 4 мм.

18. Нагрейте верхнюю головку шатуна до 240°С в печи в течение 15 мин. Зажмите шатун в тиски, установите на него поршень, чтобы совпали отверстия под палец, и вставьте до упора приспособление с пальцем в отверстия поршня и шатуна. Для правильной установки пальца поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки.

19. После охлаждения шатуна смажьте поршневой палец через отверстие в бобышках поршня.

20. Установите стопорные кольца с обеих сторон пальца. Обратите внимание на то, что кольца должны быть четко установлены в канавках поршня.

21. Установите на поршень разжимную пружину маслосъемного кольца.

22. Установите поршневые кольца. Это рекомендуется делать специальным съемником. Если его нет, установите кольца на поршень, аккуратно разведя их замки.

23. Порядок установки колец: первым устанавливают маслосъемное кольцо (замок кольца должен находиться с противоположной стороны замка разжимной пружины), затем нижнее компрессионное кольцо, последним – верхнее.

24. Обратите внимание, что на кольцах может быть выбита надпись «ВАЗ», «ВЕРХ» или «TOP». Этой надписью кольца устанавливаются вверх (к днищу поршня). Если надписи нет, маслосъемное и верхнее компрессионное можно устанавливать в любом положении.

25. Нижнее компрессионное кольцо отличается от верхнего, кроме толщины, наличием проточки, его устанавливают этой проточкой вниз. Провернув кольца в канавках поршня, убедитесь, что они вращаются легко. Если какое-либо кольцо не проворачивается или заедает, его необходимо заменить.

26. Установите кольца на поршне так, чтобы их замки были расположены под углом 120° друг к другу.

27. Тщательно протрите чистой тряпкой шатунные шейки коленчатого вала.
28. Тщательно протрите чистой тряпкой зеркала цилиндров и смажьте их моторным маслом.
29. Вставьте вкладыш в шатун в соответствии с ранее сделанными метками так, чтобы усик вкладыша вошел в проточку в шатуне. После этого смажьте вкладыш и поршень моторным маслом.

30. Наденьте на поршень специальную оправку для сжатия поршневых колец и аккуратно опустите шатун в цилиндр. Рекомендуется предварительно провернуть коленчатый вал так, чтобы устанавливаемый поршень был в НМТ. Стрелка на днище поршня должна быть направлена к передней части двигателя (в сторону привода распределительного вала).

31. Плотно прижмите оправку к блоку и ручкой молотка протолкните поршень в цилиндр. Если оправка будет неплотно прилегать к блоку цилиндров, можно поломать поршневые кольца.

32. Установите нижнюю головку шатуна на шейку коленчатого вала.

33. Вставьте вкладыш в крышку шатуна в соответствии с ранее сделанными метками так, чтобы усик вкладыша вошел в проточку в крышке. После этого смажьте вкладыш моторным маслом.

34. Установите крышку шатуна. Номера цилиндра на крышке и нижней головке шатуна должны быть с одной стороны.
35. Заверните гайки крепления крышки и затяните их требуемым моментом. Таким же образом установите и остальные поршни.

36. Вставьте датчик уровня масла в блок цилиндров. При необходимости поверните коленчатый вал так, чтобы противовес вала не мешал вставить датчик. Затем заверните болт крепления датчика.
37. Установите маслоприемник и вверните три болта его крепления.
38. Нанесите герметик на болты крепления маховика. Установите маховик, стопорную пластину и вверните болты крепления маховика (подробнее см. «Снятие, установка и дефектовка маховика» ).
39. Для удобства установки нанесите тонкий слой консистентной смазки на поверхность блока и «приклейте» к нему прокладку масляного картера.
40. Установите масляный картер и вверните болты его крепления. Далее собирайте двигатель в порядке, обратном разборке. Установите головку блока цилиндров (см.
41. Установите остальные узлы и детали в порядке, обратном снятию.
После сборки двигателя рекомендуется провести его обкатку на стенде. Поскольку вне специальных ремонтных организаций это сделать невозможно, после установки двигателя на автомобиль обкатайте его по упрощенному циклу:
1) убедитесь в правильности регулировки привода дроссельной заслонки, залейте масло и охлаждающую жидкость, проверьте герметичность всех соединений;
2) пустите двигатель и дайте ему поработать без нагрузки последующему циклу. Не доводите работу двигателя до максимальных режимов;
Запчасти для сельскохозяйственной и специализированной техники
Гарантия
от 3 до 12 месяцев
Доставка
по всей территории Украины
Ремонт
в течении 3-5 дней
- Главная
- Статьи
- Всестороннее описание вала коленчатого А-41
Всестороннее описание вала коленчатого А-41

Встречающиеся в описании такие каталожные номера:
- 41-04с5-2 (или 41-04с5-4) — Вал коленчатый с вкладышами (комплект запасных частей – подшипники скольжения);
- 41-0401-2 – Вал коленчатый;
- 41-04с3-2 — Вал коленчатый в сборе;
- 4Т6-04с8 (или 6Т6-04с7) — Вкладыши коренных подшипников;
- 6Т2-0416-1 — Вкладыш коренного подшипника нижний
- 4Т6-04с9 — Комплект коренных вкладышей.
Коленчатый вал предназначен для комплектации дизельного двигателя А-41 и модификаций двигателей на его основе.
Покупая (новый) коленчатый вал спрашивайте сертификат соответствия и проверяйте клеммы производителя, так же клеммы поставщика на корпусе вала. При перевозке и при хранении необходимо следить за сохранностью рабочих поверхностей коленвала и беречь их от термических ( не перегревать ), механических ( не бить, не царапать ), коррозийных ( не мочить ) и иных повреждений.
Шейки коленвала выпускаются в номинальных размерах. Ремонт коленвала А-41 производится высококлассными специалистами с большим опытом работы на современном оборудовании. Номинальные и ремонтные размеры вала указанны в таблице 1 и 2. Завод предусматривает различное сочетание шатунных и коренных шеек вала. Изготовитель указывает размерную группу на 7й шейке вала. В том случае если коленчатый вал с завода выходит 1м номиналом маркировка на шейках отсутствует. Завод изготовитель балансирует коленчатый вал в динамическом режиме. При этом дисбаланс составляет не более 160 г•см.
Таблица 1. Шатунные шейки коленчатого вала
Маркировка размерных групп
Диаметр шеек коленвала, мм
Внутр. диаметр подшипника, мм
Толщина вкладыша, мм
Размер
Допуск
Размер
Допуск
Размер
Допуск
Таблица 2. Коренные шейки коленчатого вала
Маркировка размерных групп
Диаметр шеек коленвала, мм
Внутр. диаметр подшипника, мм
Толщина вкладыша, мм
Размер
Допуск
Размер
Допуск
Размер
Допуск
1. Подготовка к установке коленчатого вала двигателя А-41
1.1. Вал распаковать: произвести очистку от смазки, заглушки (маслокарманов) вынуть, избавиться от остатков консервации, промыть вал (желательно под давлением), просушить путем продувки сжатым воздухом, установить заглушки. Не допускается выступание заглушек над поверхностью вала коленчатого.
Важно! В том случает, если вами после расконсервации обнаружено несоответствие в размерах шеек вала, расположение масленых каналов, либо отсутствие масленых каналов, коррозия на шейках и тому подобные дефекты, то категорически запрещается установка коленвала на двигатель.
1.2. С задней стороны напрессовывается маслоотражатель на фланец вала. Вогнутая сторона фланца повернута в сторону бурта фланца. Стопориться маслоотражатель путем вдавливания металла маслоотражателя в углубления (четыре углубления) на валу. Зазор между торцами маслоотражателя и упорным торцом коленчатого вала до 1мм.
2. Требования к соприкасающимся деталям
2.1. С целью увеличения срока службы и предотвращения преждевременного выхода из строя коленчатого вала. Так же необоснованных предъявлений претензий необходимо удостоверится в годности сопрягаемых деталей в сборке. Не подлежат установке детали, выбракованные согласно техническим условиям ГОСНИТИ на деффектовку деталей двигателя А-41.
2.2. Вкладыши шатунных и коренных подшипников должны соответствовать размерам шеек коленчатого вала (см. табл. 1 и 2).
Соответствующее обозначение комплекта шатунных и коренных вкладышей:
- А23.01-93-41СБ (41-03с4-2) – вкладыши шатуна;
- А23.01-116-41СБ (4Т6-04с9) – вкладыши корня.
2.3. Выбор диаметра полуколец происходит исходя из диаметра 5-й коренной шейки.
2.4. Статическая несбалансированность шкива коленчатого вала не более 75 г•см.
2.5. Статическая несбалансированность маховика в сборе с масленкой и винтами не более 50 г•см.
2.6. Крышки коренных подшипников скольжения коленвала двигателя должны четко входить в посадочные места блока. Нельзя допускать изменения первоначального положения крышек коренных подшипников.
2.7. Не допускается несовпадения торцов крышки 5-го коренного подшипника относительно торцов опоры картера двигателя. Зазор между торцами крышки 1-го коренного подшипника и опоры с внутренней стороны до 0,5мм.
2.8. Отклонение массы шатунов на одном двигателе не превышает 17грамм.
2.9. Изменение положения спаренных нижних крышек шатунов не допускается.
2.10. Отклонение массы поршней одного двигателя не превышает 20 грамм.
2.11. Отклонение массы поршневых пальцев, одного двигателя, не превышает 10 грамм.
3. Требования к сборке двигателя А-41
3.1. Детали, отобранные для сборки двигателя очистить от консервации, пыли, грязи, воды и другого не желательного покрытия.
3.2. Трущиеся поверхности деталей таких как: коренные и шатунные шейки коленчатого вала, вкладыши и упорные полукольца, при монтаже протереть ветошью и промазать дизельным маслом, а на рабочие поверхности РТИ (резина технических изделий) нанести слой консистентной смазки.
3.3. Необходимо совместить масленые отверстия во вкладышах с масло направляющими каналами двигателя. Так же, совместить замки вкладышей совместить с пазами постелей в блоке.
3.4. Затяжку болтов крепления подшипников производят, начиная с третьего коренного подшипника, при этом моментом затяжки составляет 402-431 Н•м (41-44 кгс•м п).
3.5. После затяжки болтов коренных подшипников коленчатого вал двигателя А-41, усилие проворачивания в подшипниках не должно превышать 49 Н•м (5 кгс•м). Люфт (продольный) коленчатого вала в полукольцах упорного подшипника не превышает 0,093-0,380 мм. В коренных подшипниках зазор не превышает 0,116-0,180 мм.
3.6. Болты шатуна затягивают, начиная с длинного болта с моментом 216-235 Н•м (22-24 кгс•м).
3.7. Перетяжка шатуна по шейке коленчатого вала свободная от «руки». Люфт (продольный) нижней головки шатуна закрепленного на шейке вала коленчатого в пределах 0,24-0,70 мм.
3.8. После затяжки шатунных вкладышей коленчатый вал должен вращаться с усилием не больше 186 Н•м (20 кгс•м).
4. Обкатка и испытание двигателя А-41
Внимание! В эксплуатацию двигатель необходимо вводить только после предварительной обкатке.
4.1. Обкатка необходима для приработки всех трущихся поверхностей.
4.2. Обкатка двигателя А-41 делиться на этапы:
- 1-й этап — обкатка на малых оборотах в течение 1,5-2 часа;
- 2-й этап – обкатка на номинальных оборотах на работающем тракторе в течение 60 часов.
4.3. Обкатка производится согласно заводской действующей технической документации на двигатель А-41.
4.4. Процесс обкатки сопровождается прослушиванием двигателя, проведением визуального наблюдения за работой двигателя, при необходимости устраняют обнаруженные неисправности. После окончания обкатки проводят ТО и замену масла в двигателе.