- Зил самосвал
- Компрессор ЗИЛ-130
- Рекомендации по ремонту компрессора
- Сборка узлов компрессора
- Испытание компрессора
- Установка компрессора на двигатель.
- Замена уплотнительных колец плунжеров разгрузочного устройства компрессора на автомобиле
- Характеристики воздушного компрессора автомобиля ЗИЛ-130
- Устройство компрессора
- Система смазки
- Ремонт узлов
- Как самостоятельно сделать компрессор на базе ЗИЛ-130
Зил самосвал

Компрессор ЗИЛ-130

Причинами поломки компрессора бывает появление шума и стука, появление масла в конденсате сливаемом в воздушных баллонах. Это признаки изношенных поршневых колец.
 Компрессор ЗИЛ-130
Компрессор ЗИЛ-130
Рекомендации по ремонту компрессора
Блок-картер. В процессе эксплуатации на картере компрессора могут появиться трещины и сколы. При наличии трещин на стенках Картера его следует заменить. Небольшие трещины на фланце крепления картера к двигателю, захватывающие не более одного отверстия под болт крепления, допускается заваривать или наплавлять.
Проверка размеров цилиндров блока компрессора должна производиться индикатором размером 50…75 мм. Замерять цилиндры следует в двух взаимно перпендикулярных направлениях: вдоль оси коленчатого вала и перпендикулярно к ней, а также в двух поясах верхней и нижней частях цилиндра.
 Компрессор ЗИЛ-130
Компрессор ЗИЛ-130
При ремонте цилиндры растачивают с последующим хонингованием под один из двух ремонтных размеров. Нецилиндричность отремонтированных цилиндров допускается в пределах не более 0,03 мм.
Герметичность блока цилиндров проверяется сжатым воздухом под давлением 1 МПа (10 кг/см) в водяной ванне. Появление пузырьков воздуха указывает на негерметичность.
Разъемные плоскости блока не должны иметь забоин. Неплоскостность допускается не более 0,04 мм. Щуп толщиной 0,05 мм не должен проходить под лекальной линейкой, установленной на плоскости блока.
 Выпрессовка коленчатого вала
Выпрессовка коленчатого вала
Поршни.
Подбор поршней по цилиндрам производится с зазором между стенкой цилиндра и поршнем 0,03…0,09 мм. При этом поршень, вставленный в цилиндр вместе со щупом толщиной 0,03 мм, должен перемещаться при нажатии большим пальцем, а со щупом — 0,09 мм должен заклинивать.
 Размеры поршней
Размеры поршней
Для отличия поршней ремонтных размеров на днище поршня выбита цифра +0,4 или +0‚8, по которой определяют ремонтный размер. На поршне номинального размера метка не ставится. Номинальный и ремонтный размеры поршней
 Поршень компрессора
Поршень компрессора
Поршневые кольца
. Поршневые кольца подбирают по упругости и по зазору в замке. Упругость колец (при сжатии до зазора в замке 0,2…0‚4 мм) Для всех колец должна быть 20…40 Н (2,0…4‚0 кгс). Способ проверки поршневых колец на упругость для компрессора аналогичен проверке поршневых колец на упругость для двигателя.
 Размеры поршневых колец
Размеры поршневых колец
Для определения зазора в стыке надо установить поршневое кольцо в цилиндр на расстоянии 10…15 мм от верхней кромки цилиндра и проверить зазор в стыке кольца щупом аналогично проверке для колец двигателя. Зазор в стыке кольца должен быть 0, 2.. .0, 4 мм
При подборе поршневых колец одновременно проверяется их прилегание к стенкам цилиндра. Зазор между стенками цилиндра и кольцом на Юге, располагающейся на 30° от концов стыка, не допускается. Допускается просвет до 0,03мм на суммарной дуге до 90°.
Поршневые кольца подбирают по канавкам поршня, в которых кольца должны свободно перемещаться без заклинивания. Зазор между канавкой и компрессионным кольцом по
высоте должен быть в пределах 0,035…0‚072 мм, а маслосъемным — 0,035…0‚08 мм.
Поршневые пальцы.
Для облегчения подбора пальцев отверстия поршня и поршневые пальцы рассортированы на четыре группы через 0,003 мм и маркируются краской разных цветов.
Нецилиндричность поршневого пальца допускается не более 0, 0015 мм.
 Размеры поршневых пальцев
Размеры поршневых пальцев
Коленчатый вал.
В случае износа шариковые подшипники следует спрессовать и заменить другими.
Шейки коленчатого вала проверяют на износ с помощью микрометра размером 25…50 мм.
При износе шатунных шеек вала более 0,05 мм надо перешлифовать шейки под ремонтный размер или заменить коленчатый вал. Номинальный и ремонтные размеры приведены в табл. 8—2.
При ремонте масляный канал коленчатого вала должен быть прочищен и продут сжатым воздухом.
Шатун.
При большом износе верхней головки шатуна надо развернуть отверстие до диаметра 14,000…14,019 и запрессовать ремонтную втулку.
 Размеры шатунов
Размеры шатунов
Посадка втулки в отверстие шатуна производится с натягом 0,062…0‚1 15 мм. После запрессовки втулки в ней должно быть просверлено смазочное отверстие. Отверстие втулки под палец подгоняется разверткой по диаметру поршневого пальца так, чтобы в сопряжении пальца со втулкой был обеспечен зазор 0,004…0,010 мм. Подобранный поршневой палец от усилия пальца руки должен плотно входить в отверстие верхней головки шатуна.
 Шатун
Шатун
По диаметру отверстия верхней головки шатуна; шатуны разбивают на пять групп (см. табл.8—5) через 0,003 мм и маркируют нанесением краски. Шатуны с поршневыми пальцами подбираются одной группы. Допускается устанавливать пальцы соседней группы. При ремонте в нижнюю головку шатуна компрессора устанавливают тонкостенные вкладыши, залитые антифрикционным сплавом АМ01-20. Маркировка уменьшенных ремонтных вкладышей на 0,3 мм или 0,6 мм нанесена на стальной поверхности вкладыша. Вкладыши номинальных размеров маркировки не имеют.
Допускается непараллельность осей верхней и нижней головок не более 0,1 мм на длинне 100 мм. В случае необходимости шатун надо править.
При замене шатунов надо проверить их по массе. Разница в массе шатунов для одного комплекта не должна быть более 5 г.
Головка блока цилиндров.
Головка блока цилиндров должна быть проверена на герметичность и коробление. Герметичность воздушной полости проверяется сжатым воздухом под давлением МПа (10 кгс/см).
Разъемная плоскость головки не должна иметь забоин и коробления. Неплоскостность допускается не более 0,05 мм. Щуп толщиной 0,05 мм не должен проходить под лекальной линейкой, установленной на плоскости головки.
 Головка блока цилиндров
Головка блока цилиндров
Задние крышки картера.
Биение торца крышки по месту сопряжения с уплотнителем допускается не более 0,06 мм.
Торец крышки должен плотно прилегать к конусной части уплотнителя задней крышки. При наличии трещин или износа трущихся поверхностей крышки и уплотнителя их следует заменить.
Шкив. При наличии трещин и сколов шкив следует заменить. Перед установкой на компрессор надо проверить балансировку шкива. Балансировать шкив статически. Допустимый дисбаланс шкива компрессора 0,5 Нам (50 г-см).
Сборка узлов компрессора
Сборка узлов компрессора должна производиться в условиях, исключающих попадание грязи и пыли на собираемые детали.
Перед сборкой детали компрессора должны быть тщательно промыты в обезжиривающем растворе и высушены.
Ввертывание штуцеров и пробок компрессора рекомендуется производить с клеем АК-20. Уплотнительные прокладки, кроме прокладки головки блока цилиндров рекомендуется смазывать резиновой смолой … другими герметиками.
Установка подшипников коленчатого вала.
Напрессовать подшипники на коренные шейки вала с помощью оправки модели И 806.04.002 и молотка. Посадка подшипников на шейки вала должна быть выполнена в пределах натяга 0,002…0‚030 мм.
Проверка радиальном зазора шатунных подшипников.
Закрепить коленчатый вал в тиски. Установить шатун на шейку вала и закрепить его болтами с гайками (момент затяжки 16…18 Н-м (1,6…|,8 кгс.м). При этом шатун должен свободно вращаться на шейке вала от руки с одинаковым усилием в любом положении. Зазор между шейкой вала и подшипником шатуна в этом случае должен находиться в пределах 0,026…0,076 мм`.
Сборка поршня с шатуном и кольцами.
При соединении поршня с шатуном надо поршневой палец смазать чистым маслом, применяемым для двигатели.
Посадка поршневого пальца в отверстие поршня производится в соответствии с разбивкой на группы.
После запрессовки в отверстия поршня поршневого пальца с помощью оправки модели И 2306.04.00! установить стопорные кольца.
Установить поршневые кольца на поршень компрессора. Установка колец на поршень компрессора производится так же как на поршень двигателя, с помощью специального приспособления. Верхние компрессионные кольца устанавливаются на поршень внутренней выточкой вверх, нижние (скребковые) — наружной выточкой вниз. Замки колец устанавливают в разные стороны по окружности под углом 1200.
Сборка головки цилиндров.
Закрепить головку в тиски. Ввернуть в гнезда головки седла 7 (рис.8-22) с помощью квадратного ключа, подложив под них прокладки 8. Установить на седла выпускные (нагнетательные) клапаны 5, а на клапаны — пружины 4. Надеть на пробки 3 прокладки 2 и ввернуть пробки в гнезда головки. Затем закрепить их баллонным ключом, вставив в отверстие ключа вороток.
![]() Головка цилиндров компрессора
Головка цилиндров компрессора
Ввернуть в головку угольник отвода жидкости, штуцер отвода сжатого воздуха и заглушку.
Сборка блока-картера.
Если втулки | (рис.8-1 1) плунжера выпрессовывались, их следует запрессовать в отверстие блока с натягом 0,045…0,115 мм. При этом необходимо выдерживать размер 35,0 мм от разъема блока до втулки. Запрессовать в отверстие блока седла 10 клапанов натягом 0,02!…0,О75 мм до упора в заплечики отверстий с помощью оправки модели И 806.04.003. Установить направляющие 7 впускных клапанов.
Вставить в отверстия втулок плунжеры 4, предварительно надев на них уплотнительные кольца 3. Вставить в плунжер один шток 6 в сборе с гнездом 5. Установить коромысло одним концом на выступ гнезда штока и, одновременно вставив второй шток, установить другой конец коромысла выступ второго штока. Вставить в отверстие блока направляющую пружины коромысла. Установить пружину коромысла при помощи отвертки.
 Блок-картер компрессора
Блок-картер компрессора
Установить и закрепить штуцер в отверстие блока. Ввернуть шпильки в блок, если они вывертывались при разборке. Поставить блок-картер на плиту передней стороной вниз
Установить вертикально коленчатый вал 0 подшипниками, направляя передний подшипник через гнездо заднего подшипника. Нажимая одной рукой на рукоятку пресса и поддерживая второй рукой вал, запрессовать подшипники гнезда картера в сборе с валом. Для установки коленчатого
вала можно использовать также комплект приспособлений модели И 806.04.100.
Установка поршней.
Отвернуть гайки и снять крышки шатунов. Проверить установку колец на поршне и расположить замки колец под углом 120° по окружности. Для установки поршня в сборе с кольцами и шатуном в цилиндр надо вывести стяжной винт З (рис.8-12) приспособления из прорези упора 5, надеть хомут 1 на кольца поршня, снова завести стяжной винт в прорезь и, вращая его, сжать кольца так, чтобы они расположились в канавках заподлицо с поверхностью поршня.
 Установка поршней
Установка поршней
После этого смазать цилиндр маслом и вставить юбку поршня в цилиндр и, слегка постукивая по днищу поршня деревянным или резиновым молотком, дослать поршень в цилиндр компрессора до конца, направив подшипник на шейку вала. Таким же путем установить другой поршень в цилиндр компрессора. Установить крышки шатунов с вкладышами, усыновить замочные шайбы и навернуть гайки на шатунные болты. Затянуть их моментом 16…18 Н-м 1,6…1‚8 кгсм.
Стопорение гайки осуществляется отгибкой среднего уса замочной шайбы на крышу шатуна и одного из крайних усов на совпадающую грань гайки. Направление отгибки третьего уса- безразлично.
Для установки поршней можно пользоваться также оправкой модели И 803.00.004.
 Оправка для установки поршня
Оправка для установки поршня
Устиновка головки цилиндров.
Установить впускные клапаны на седла блока, положить прокладку головки на разъемную плоскость цилиндров, вставить пружины впускных клапанов.
Установить головку блока, одновременно придерживая пружины впускных клапанов, навернуть гайки на шпильки блока и закрепить головку гайками с помощью углового торцового или накидного ключа. Момент затяжки 12.. .16 Н .м ( 12… .| ‚6 кгс. м).
Установить на блок с прокладкой патрубок подвода воздуха и закрепить его болтами.
Установка крышек компрессора.
Запрессовать резиновую манжету в гнездо передней крышки ‹: помощью оправки и молотка, заложить в нее консистентную смазку, установив крышку прокладкой на разъемную плоскость блока и закрепить ее ботами, подложив пружинную шайбы под головки болтов.
Перед установкой задней крышки надо поставить пружину уплотнителя в гнездо коленчатого вала, установив ее конец в отверстие вала. Вставить уплотнитель в гнездо, соединив его с пружиной. Установить крышку ‹: прокладкой и закрепить ее болтами, подложив пружинные шайбы под головки болтов. Ввернуть в крышку штуцер подвода масла в компрессор.
Установка шкива компрессора.
Установить шпонку в паз вала с помощью молотка, установить шкив на конус переднего конца коленчатого вала, направив прорезь шкива на шпонку. Навернуть гайку, запрессовывая шкив на конус до упора, затем зашплинтовать гайку.
Установка нижней крышки кронштейна.
Закрепить компрессор в тиски, чтобы при валочная плоскость картера была направлена вверх. Положить прокладку на плоскость картера, установить крышку на картер, завернуть четыре болта, подложив под головки пружинные шайбы, и закрепить
Закончив сборку компрессора, надо проверить его работу на специальном стенде (рис.8—13) или на двигателе.
Испытание компрессора
При испытании компрессора на стенде частота вращения вала компрессора должна быть 1800…2000 мин. К компрессору должно быть подведено масло И20А, ГОСТ 20799-75
под давлением 0,25…0‚30 МПа (2,5…3,О кгс/см2), температура масла 35…50 °С.
Компрессор рекомендуется обкатать на холостых оборотах в течение пяти минут. В процессе обкатки следует убедиться в отсутствии течи масла, перегрева подшипников и в отсутствии стука поршней, пальцев и выпускных клапанов.
При 800…2000 мин коленчатого вала компрессора и сообщении баллона 3 с окружающей средой через калиброванное отверстие диаметром 1,6 мм и длиной 3 мм давление в емкости через 50 должно достигнуть величины не менее` 0,6 МПа (6 кгс/см2).
Испытание компрессора на масло пропускную способность, производится при 800…2000 мин и давлении масла 0,25…0‚30 Мпа (2,5…3,0 кгс/ом2). При этом количество масла, вытекающего через сливное отверстие крышки картера компрессора (при открытом калибровочном отверстии), должно быть не более 220 г в течение минуты.
Проверка работы разгрузочной системы производится подачей сжатого воздуха под давлением не более 0,5 МПа (5кгс/см2) в канал разгрузочной камеры, при этом плунжеры 4 (см. рис.8 -11)должны подняться и полностью открыть впускные клапаны 8.
 Схема стенда испытания
Схема стенда испытания
При снятии давления плунжеры под действием возвратной пружины должны четко возвращаться в исходное положение. Эту операцию проделать не менее трех раз.
Проверить выпускные клапаны на герметичность, подсоединив головку компрессора к баллону 3 (рис.8-13) емкостью 1 л, как указано на схеме, при давлении 0,60…0‚65 МПа (6,0…6,5 кгс/см2). При этом падение давления в баллоне не должно быть более 0,04 Мпа (0,4 кгс/см2) в течение минуты.
Проверка на герметичность соединений производится мыльным раствором при противодавлении воздуха 0,65 МПа (6.5 кгс/см2).
Перёд установкой на компрессор регулятора давления его надо проверить, испытать и отрегулировать для работы в заданных пределах давления воздуха.
Установка компрессора на двигатель.
Установить шайбы, затем вручную компрессор на двигатель, направив прорези крышки-кронштейна на шпильки головки цилиндров. Навернуть от руки гайки крепления компрессора. Надеть на шкив ремень привода, отрегулировать натяжение ремня и затянуть гайки.
При установке компрессора необходимо обеспечить зазор не менее 5 мм между отводящим шлангом радиатора и воздушным патрубком компрессора. Указанный зазор достигается путем повертывания отводящего шланга радиатора Зазор необходим для предотвращения перетирания шланга патрубком компрессора.
Замена уплотнительных колец плунжеров разгрузочного устройства компрессора на автомобиле
Проверку состояния уплотнительных колец плунжеров разгрузочного Устройства и их замену можно производить без снятия головки компрессора. При этом надо соблюдать следующий порядок:
- Пустить двигатель и довести давление в пневматической системе до срабатывания регулятора давления.
2. Остановить двигатель
- Снять резиновый шланг, соединяющий воздушный фильтр двигателя с компрессором. При нарушении герметичности разгрузочного устройства в патрубке подвода воздуха к компрессору прослушивается характерный шум пропускаемого воздуха, а по манометру пневмо системы отмечается некоторое падение давления.
- Снизить давление воздуха в пневматической системе до нижнего предела регулирования, при этом плунжеры должны быть опущены.
- Снять патрубок подвода воздуха, вынуть пружину и коромысло. Затем поднять гнездо штока и снять его вместе со штоком, после чего извлечь плунжер из гнезда крючком из проволоки, введя его в отверстие диаметром 2,5 мм в торце плунжера или подведя сжатый воздух в горизонтальный канал разгрузочного устройства блока цилиндров.
- Заменить изношенные уплотнительные резиновые кольца на плунжерах. Перед установкой плунжеры с уплотнительными кольцами следует смазать маслом, применяемым для двигателя.
Компрессор представляет собой универсальное средство, имеющее широкое распространение в разных сферах производства, включая автомобильную отрасль. Простые же люди, чтобы не покупать дорогие модели оборудования, решают самостоятельно собрать такой агрегат. В качестве базы применяют компрессор ЗИЛ-130, производимый до 2010 года.
Характеристики воздушного компрессора автомобиля ЗИЛ-130
Прежде всего следует изучить характеристики компрессора ЗИЛ-130:
- Агрегат имеет 2 цилиндра, диаметр каждого из которых 6 см.
- Производительность устройства 210 л при рабочем объеме всего в 214 см³.
- Скорость вращения составляет 2 тыс. об/мин.
- Параметры внутреннего давления в пневмосистеме равняются 740 кПа.
- Мощность потребления не превышает 21,1 кВт.
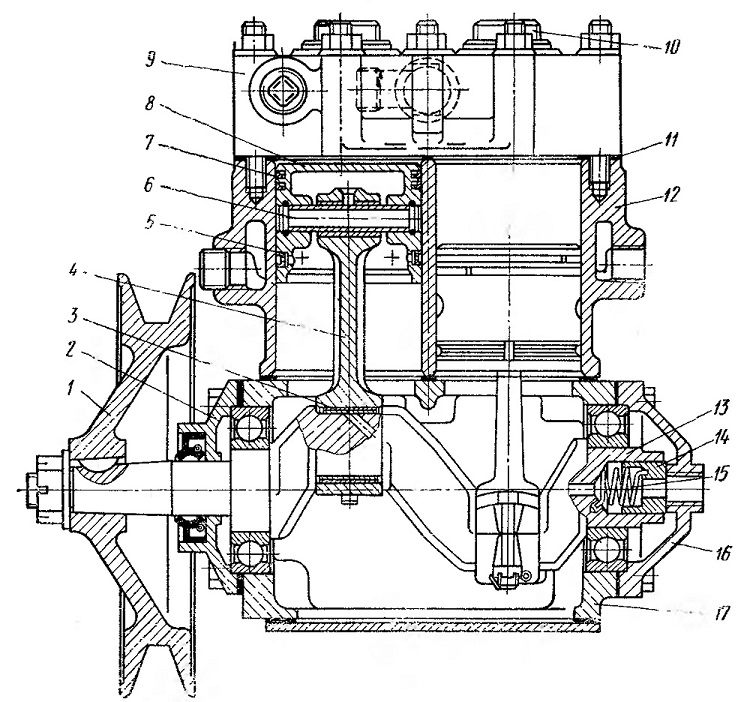
Устройство компрессора
Такой двухцилиндровый агрегат имеет устройство поршневого типа. Основной особенностью его функционирования является перекачка воздуха, выполняемая за счет движения поршней. Его конструкция состоит из следующих элементов:
- Сальник.
- Пружины.
- Катетер проводного типа, имеющий каналы.
- Уплотнитель.

Непосредственно поршни выполняются из алюминия, а также имеют специальные пальцы, закрепляемые посредством стопорных колец. Через впускные клапаны происходит закачка воздуха непосредственно в цилиндры компрессора. Там происходит его сжатие поршнями с последующим поступлением в пневмосистему. Далее он выходит из компрессора через специальные нагнетательные клапаны.
Система смазки
В данном агрегате используется система смазки комбинированного типа. Так, сама смазка находится в специальном узле двигателя. Её последующее охлаждение осуществляется посредством применения охлаждающей жидкости.
Ремонт узлов
Отдельно стоит сказать о том, как осуществляется ремонт подобного агрегата при появлении в нем каких-либо поломок. О поломках может свидетельствовать шум либо стук, возникающий в процессе работы компрессора, или же масло, проникающее в наполняемый воздушный баллон:
- Появление трещин либо сколов на самом блоке картера. Для устранения поломки требуется полная замена картера, когда повреждения расположены на стенках. Или заваривают их в ситуации, когда они находятся на фланце крепления, а также имеют незначительные размеры.
- С целью проверки на герметичность самого цилиндра, его следует положить в водяную ванну, после чего под высоким давлением наполнить воздухом. Указывать на наличие повреждений будет появление пузырей. Для устранения такой неполадки выполняется растачивание емкости и её последующее хонингование под нужный размер.
- Когда пришли в негодность шариковые подшипники, проводится их спрессовывание, а также последующая замена на новые.
- В случае, если у шатунной шейки вала наблюдается превышение показателей износа более чем на 0,05 мм, требуется полная замена коленвала.
- С целью ремонта верхней головки шатуна требуется проведение запрессования ремонтной втулки, где заранее делается отверстие. Его диаметр должен составить 14,019 мм.
Допустимый ремонтный размер поршня зависит от цифры, которая выбита на дне изделия. Обычно это +04 либо +08.
Специальный ремкомплект должен быть в каждом мастерской, где планируется использование подобного изделия. Это позволит оперативно восстановить работоспособность устройства.
Как самостоятельно сделать компрессор на базе ЗИЛ-130
В зависимости от объема задач, которые планируется выполнять на агрегате, определяется количество переделок ЗИЛовского компрессора. Его перестройка требуется в ситуации, когда планируется длительная эксплуатация при повышенных нагрузках. Для этого потребуются следующие материалы:
- Ресивер.
- Манометр, монтирующийся на ресивер.
- Сама силовая установка.
- Предохранительный клапан.
Когда компрессор создается своими руками, важно корректно выполнить передачу на него крутящего момента. Именно за это будет отвечать клапан и манометр. В процессе сборки следует учитывать следующие особенности:
- Вращающий момент. Если планируется подключение силовой установки к агрегату через шкиф и ремень, потребуется использование более «сильного» двигателя по причине потери подобным образом части мощности. Из-за этого рекомендуется выполнять подключение через редуктор, хотя его цена довольно высокая.
- Двигатель. Этот элемент требуется подбирать так, чтобы параметры его мощности соответствовали потребностям компрессора. Так, для обеспечения требуемого давления скорость вращения должна составлять минимум 2 тыс. об/мин. Это позволит работать агрегату в крейсерском режиме без существенных нагрузок. Для непродолжительного использования достаточно вариантов, выдающих мощность в 1 кВт, а с целью более интенсивной нагрузки следует применять более мощные изделия.
- Ресивер. Создается из металлической емкости средних размеров. Такую конструкцию комплектуют манометром, а также регулятором давления, который устанавливается на выходе. На входе в резервуар устанавливается узел, оборудованный редуктором.
- Система охлаждения. В определенных вариантах компрессоров при работе наблюдается перегрев, из-за чего требуется дополнительное усовершенствование штатной системы охлаждения.
Сам компрессор требуется смонтировать на станину в заранее подготовленное посадочное место. Туда же крепится двигатель, а иные элементы устанавливаются отдельно и подключаются посредством шлангов.
Самостоятельное создание компрессора на базе ЗИЛ-130 позволяет при небольших тратах получить агрегат высокой производительности. Купить нужные элементы можно, используя интернет-каталог (к примеру, Авито), где продаются различные устройства и детали. Каждое из предложений имеет фото и описание состояния и характеристик. При сборе устройства важно учитывать особенности и тонкости создания такой конструкции.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.

На днях первый раз менял масло в своём три года назад собранном (по сути это была первая проба пера) самодельном компрессоре.
Вкратце — на базе компрессорного блока ЗИЛ 130 (77 года выпуска, с консервации, облегченные шатуны, развешенные поршня), производительность на выходе 250-300 литров (зимние-летние шкивы), это аналог обозначений "на вход" около 500-600
На компрессоре есть система смазки (включая внешний маслонасос и маслофильтр с редукционным клапаном)

совмещённая с системой охлаждения, фильтр на входе от ВАЗ-2101, самодельный масло-влаго отделитель на выходе, полная автоматика запуска (сам включается — выключается, всё как у фабричного, от преостата) с электро-пневмо клапаном для облегчения холодного пуска (не забывайте, работает он 220В, правда через делитель фаз)
Душу его и в хвост и в гриву, орбиталка, пескоструй бывает по полдня молотит без перерыва, окраски и прочая бытовуха.
Думал за 3 года ему "опа" нарисовалась, как ранее паре "китайцев", глянул поршневую — износа вообще нет, всё как вчера собрал.

Отказов за 3 года — ноль (при начальной сборке пружинка из клапана выпала в цилиндр, это не в счёт)
В конце этого сезона компрессор перенёс на улицу, дабы не занимал место, ведь 3 года эксплуатации доказали отказоустойчивость системы на все 100.
Позже в блог добавлю больше фото и описания, а пока — обзорное видео про этого "монстра"

Обзорное видео "Самого лучшего самодельного компрессора (на базе ЗИЛ-130, работающего от 220В)"
Помнится пинали меня тут многие, что сложно, громоздко…Не забывайте — конструкция делалась что бы раз и на лет 10-20 больше не возвращаться к этой теме.
Практика: 3 года в очень жестких условиях (вплоть до работы в помещении где идёт пескоструй) и судя по всему ресурса у него осталось ещё на лет 10 как минимум, если не больше.
Залил в него Лукойл Анагард 10w40, теперь компрессор запускается вообще вмиг даже на холодную (есть идея на зиму поставить летний шкив, возможно потянет холодный запуск) и работает тише и ровнее чем раньше на минералке.
Справочно: общий объём ресиверов в пневмостстеме — 500л, производительности вполне хватает на любой полный окрас, пневматику и прочее где требуется воздух.
Разе что на пескоструй хотелось бы по мощнее… раза так в 3-4))) Но это планы на будущий дизельный компрессор, а пока и базового уровнямне хватает на работу с пескоструем завальцовок, локальными жуками и колесными дисками.
Что скажете, от 220В сделать компрессор лучше него (в плане компоновки, практичности и производительности, внешний вид я вообще в расчет не брал при изготовлении) реально или нет и есть ли смысл?)