Двигатели внутреннего сгорания оснащаются элементами, совершающими возвратно-поступательное движение, которое затем преобразуется во вращение коленчатого вала. Поршни и шатуны в процессе работы испытывают нагрузки, приводящие к износу деталей и снижению характеристик двигателя. Для обеспечения работоспособности техники требуется устанавливать новые детали ремонтного размера.

Поршневая группа двигателя Д 240
Для ремонта 4-цилиндровых тракторных двигателей МТЗ выпускаются специальные поршнекомплекты, состоящие из:
- чугунной гильзы;
- набора поршневых колец (включая 3 компрессионных и маслосъемное);
- пальца для установки поршня на шатуне;
- поршня;
- набора стопорных колец для фиксации пальца;
- уплотнительных резиновых прокладок, предотвращающих просачивание охлаждающей жидкости в щели между гильзой и блоком.
Стоимость набора зависит от производителя запасных частей. Например, цена комплекта МДК (изготовитель «МД Конотоп») составляет 2 тыс. руб., аналогичный набор от компании «Мотордеталь» обойдется в 3,5 тыс. руб. Существуют отдельные наборы поршневых колец, включающие детали для 4-цилиндрового мотора в сборе или для 1 цилиндра. Приобрести в Москве кольца возможно за сумму 860-2400 руб. (зависит от состава набора).
Установка шатунно-поршневой группы Д 245
Перед началом работ требуется взвесить поршни с предварительно установленными кольцами и шатуны. Допустимая разница в массе составляет 10 и 30 г соответственно, при увеличении значения возникает повышенная вибрация, выводящая силовой агрегат из строя. Если обнаружена увеличенная разница веса деталей, то потребуется приобрести новый комплект, рекомендуется взвешивать компоненты при покупке. Также взвешиваются и пальцы со стопорными кольцами, допускается разница массы до 10 г.
Описание последовательности работы по установке деталей:

- Удалить возможные загрязнения с поверхности гильз, поршней, колец, вкладышей и коренных и шатунных шеек. Пыль протирается сухой чистой салфеткой с последующей продувкой деталей сжатым воздухом.
- Установить палец в головку шатуна, деталь входит под усилием пальца руки, дополнительная смазка не применяется. Не допускается биение цилиндрической детали в подшипнике, палец не должен выпадать из посадочного гнезда под воздействием собственного веса.
- Смонтировать на поршень верхнее компрессионное кольцо, которое отличается от детали, применяемой на атмосферных моторах. Кольцо имеет трапециевидное сечение, рабочая поверхность покрыта хромом (для снижения трения и сокращения зазора). В конструкции поршня для двигателей с наддувом предусмотрена вставка из специального материала, залитая в тело детали. В корпусе вставки выполнен паз для размещения верхнего кольца.
- Установить второе компрессионное кольцо (с конусным профилем) и элемент для удаления масла с поверхности гильзы. Повторить процедуру для поршней оставшихся цилиндров двигателя. При монтаже следует контролировать метку «верх» (на части деталей замененную на слово «TOP»), нанесенную на торец детали около замочного соединителя. Надпись предназначена для корректной ориентации колец, располагается в сторону днища поршня.
- Проверить легкость вращения колец в пазах, а затем распределить замки по окружности (через 180°). Проконтролировать взаимное размещение расширителя на маслосъемном кольце с положением замка, совпадение зазоров не допускается. На кольце имеется специальная метка (расположена в стороне от разъема), которая размещается в направлении к верхней части поршня.
- Смазать внутренние поверхности гильз цилиндров, собранные поршни и шатунный механизм моторным маслом. Для обжатия колец перед установкой используется специальная оправка, облегчающая монтаж и предохраняющая кромки колец от сколов.
- Затянуть крепления крышек шатунных опор динамометрическим ключом с приложением момента 180-200 Н/м.
- Проверить усилие сопротивления вращению, провернув коленчатый вал за носок. Допустимое усилие составляет до 60 Н/м.
- Проконтролировать взаимное положение днища поршня и верхней плоскости блока цилиндров. Заводская документация предусматривает выход поршня из блока на высоту 0,3-0,55 мм.
- Проверить расстояние между боковой плоскостью поршня и поверхностью гильзы. Нормативами предусмотрен зазор не менее 0,2 мм (измерение производится на расстоянии 3 мм от верхней торцевой плоскости блока).

После установки деталей выполняется монтаж головки блока, если в процессе ремонта из узла удалялись седла и клапана, то следует смонтировать на место новые детали. Затем устанавливаются детали газораспределительного механизма (с последующей регулировкой зазоров между бойком и торцом стержня) и монтируется поддон, расположенный на нижней части картера.
После проведения сборки и заправки технологическими жидкостями силовой агрегат обкатывается в соответствии с рекомендациями, приведенными в заводской инструкции.
Неисправности поршневой группы двигателя
При износе компонентов поршневой группы в работе силового агрегата возникают неполадки:
- При работе прогретого двигателя из выхлопного патрубка наблюдается дым синего цвета, указывающий на попадание масла в камеру сгорания. Проблема возникает при образовании слоя кокса на поршневых кольцах, который вызывает залегание элементов. Дополнительным симптомом поломки является снижение уровня моторного масла в картере.
- Появление белого дыма в выхлопных газах прогретых дизелей (при нормативной нагрузке и отсутствии следов воды в топливе) указывает на снижение компрессии из-за износа или разрушения колец или стенок гильзы. Одновременно с появлением белого дыма наблюдается снижение мощности и крутящего момента силовой установки. Для восстановления работоспособности требуется демонтировать головку и проверить состояние элементов поршневой группы.
- Затрудненный пуск двигателя (вне зависимости от температуры охлаждающей жидкости) при исправных системах подачи топлива и очистки воздуха указывает на повышение зазора в поршневой группе. При увеличении зазоров появляются глухие стуки, прослушиваемые по всей длине блока.
- Стук (или звон), доносящийся из верхней части блока дизеля при изменении оборотов, указывает на появление зазоров между верхней втулкой шатуна и пальцем. Износ поршневых колец дополнительно усиливает шумовой эффект.
Диагностика состояния и дефектовка деталей поршневой

Для предварительной проверки состояния поршневой группы тракторного дизеля необходимо слить масло из картера, а затем демонтировать нижний поддон.
Затем снимается декоративная защитная крышка газораспределительного механизма и удаляется валик с кулачками привода клапанов, под которым размещены болты крепления головки у блоку цилиндров.
После снятия головки механик оценивает состояние детали, при обнаружении трещин силовой агрегат демонтируется с трактора и отправляется в сервисный центр для проведения капитального ремонта.
Для проверки состояния и замера размеров требуется демонтировать поршневую группу. В процессе разбора мотора удаляется масляная помпа с магистралями подачи жидкости к трущимся парам, а затем откручиваются болты крепления шатунных крышек. Поршни в сборе с шатунами извлекаются из гильз через верхнюю часть блока.
Проверка состояния элементов состоит из этапов:
- Определить внутренний диаметр гильзы в зоне максимального износа (ближе к верхней части). Замер производится в 2 плоскостях — параллельной коленчатому валу, а затем параллельной направлению качания шатунного механизма.
- Проконтролировать диаметр поршня около юбки (перпендикулярно оси поршневого пальца).
- Оценить износ пазов, предназначенных для установки колец. Измерение производится щупом после очистки канавок и установки новых колец.
- Зазора между пальцем и соответствующей втулкой в шатуне составляет не более 0,06 мм, при повышении значения детали подлежат замене.
- Пальцы меняются при обнаружении овального сечения или износа на конус (более чем на 0,02 мм). Не допускается изгиб или скручивание шатуна (0,08 и 0,12 мм соответственно).
Таблица ремонтных размеров поршневой группы Д-240
Промышленностью выпускается 3 размерные группы поршневой для МТЗ Д-240:
| Обозначение группы | Внутренний диаметр гильзы (минимум), мм | Внутренний диаметр гильзы (максимум), мм | Диаметр поршня, измеренный по юбке (минимум), мм | Диаметр поршня, измеренный по юбке (максимум), мм |
| М | 110 | 110,02 | 109,88 | 109,90 |
| С | 110,02 | 110,04 | 109,90 | 109,92 |
| Б | 110,04 | 110,06 | 109,92 | 109,94 |
Детали отличаются диаметром сопрягаемых элементов, маркировка наносится на верхнюю часть стакана гильзы, не используемую при работе дизеля. Поршни маркируются нанесением соответствующей литеры на днище. При проведении капитального ремонта силового агрегата запрещается использование деталей из разных наборов.
Детали поршневой группы Д-240 трактора МТЗ-80, МТЗ-82 заменяют при увеличенном расходе картерного масла или повышенном проникновении газов в картер дизеля, замеренных диагностическими средствами.
Если диагностические параметры достигли значений, допустимых в эксплуатации, то дизель разбирают для технической экспертизы, которую проводят путем осмотра и микрометража деталей поршневой группы с целью замены непригодных, износившихся деталей.
Чтобы выполнить техническую экспертизу деталей, снимают головку цилиндров и поддон картера. Если после снятия головки цилиндров на поверхности блока обнаружатся трещины, то дальнейшую разборку прекращают, дизель снимают с трактора и отправляют в ремонт.
При отсутствии явных дефектов демонтируют масляный насос, трубопроводы и крышки шатунных подшипников. Поршни в сборе с шатунами извлекают из гильз цилиндров.
В поршневой износу наиболее подвержены: поршневые кольца, поршень, втулка верхней головки шатуна, вкладыши шатунных подшипников, гильзы цилиндров.
В первую очередь индикаторным нутромером замеряют диаметр гильзы цилиндра в месте наибольшего износа в верхнем поясе гильзы — сначала в плоскости, параллельной оси коленчатого вала, а затем в плоскости качания шатуна.
Диаметр юбки поршня двигателя измеряют в плоскости, перпендикулярной отверстию поршневого пальца. Наряду с измерением диаметра юбки поршня контролируют изношенность канавок головки поршня по высоте пластинчатым щупом и новым кольцом.
Если зазор между канавками поршня и кольцом превышает допустимые размеры, поршень заменяют. Если овальность и диаметр гильзы выше, а диаметр поршня ниже значений, указанных в таблице, то и их заменяют.
Поршневую группу Д-240 трактора МТЗ-80, МТЗ-82 заменяют при зазоре между поршнем и гильзой, превышающем указанные значения. Гильзы из блока выпрессовывают специальным съемником.
Если диаметр гильзы и поршня у дизелей с водяным охлаждением в пределах нормы, то рекомендуется удалить гильзы из блока и повернуть их на 90 градусов вокруг оси, так как они более всего изнашиваются в плоскости качания шатуна.
Поршневые кольца заменяют, если зазор в замке кольца превышает данные, если их установить в неизношенную верхнюю часть гильзы.
Зазоры поршневых колец и поршней дизеля Д-240
Зазор между юбкой поршня и цилиндром, мм:
Нормальный — 0,18. 0,20
Допустимый — 0,26
Зазор в замке поршневых колец, мм:
Нормальный — 0,40. 0,80
Допустимый — 4,0
Зазор по высоте канавок поршня, мм:
Компрессионых — 0,08…0,12
Маслосъемных — 0,05…0,09
Допустимый — 0,30
Перед сборкой поршневой группы трактора МТЗ-80, МТЗ-82 проверяют параметры поршневого пальца шатуна и состояние втулки его верхней головки. Втулку заменяют при увеличении ее отверстия под поршневой палец или прославлении посадки втулки в отверстии верхней головки шатуна.
Поршневой палец и втулку верхней головки шатуна заменяют при зазоре между пальцем и втулкой более 0,06 мм или овальности и конусности поверхности пальца под втулку более 0,02 мм.
Изгиб и скручивание проверяют на приборе. Для всех дизелей изгиб шатуна не должен превышать 0,08 мм, а скручивание — 0,12 мм. При сборке шатуна вначале запрессовывают втулку в его верхнюю головку.
Чтобы улучшить чистоту поверхности, и окончательно подогнать отверстия под поршневой палец, отверстие обрабатывают регулируемой разверткой или раскаткой. Зазор между отверстием верхней головки шатуна и поршневым пальцем должен быть не более 0,03 мм.
Тонкостенные сменные вкладыши шатунных подшипников коленчатого вала двигателя Д-240 изготавливают с высокой точностью. Необходимый диаметральный зазор при неизменной постели подшипника обеспечивается соответствующими диаметрами шеек коленчатого вала, поэтому вкладыши при ремонте дизеля заменяют без каких-либо подгоночных операций, только попарно.
Не допускается заменять один вкладыш из пары, а также спиливать или пришабривать стыки вкладышей или крышек подшипников, устанавливать прокладки между вкладышами и постелью, между крышкой и шатуном. При замене вкладышей их устанавливают того же размера, что и шейки коленчатого вала.
Перед сборкой поршневой группы, связанной с установкой новых деталей, их подбирают по размерным группам. Сортируют гильзы цилиндров на размерные группы по внутреннему диаметру, а поршни — по наружному диаметру юбки.
Поршни и гильзы двс Д-240, устанавливаемые на дизель, должны быть одной размерной группы, как указано в таблице.
Обозначение размерных групп для гильз нанесено на нерабочем верхнем торце гильзы, для поршня — на его днище. Перед установкой гильзы в блок осматривают состояние уплотнительных колец и нижних посадочных мест под гильзу в блоке цилиндров. Как правило, резиновые уплотнения заменяют.
Номинальные и ремонтные размеры шатунно-поршневой группы дизеля Д-240
Обозначение размеров Диаметр гильзы цилиндра, мм Диаметр юбки поршня в нижней части, мм
М 104,82.-104,84 105,00.-105,02
С 104,84.-104,86 105,02.-105,04
Б 106,86.-104,88 105,04.-105,06
При подборе поршней двс Д-240 обращают внимание на размерные группы поршневых пальцев, их внутреннюю поверхность и бобышку поршня, маркированную краской. Поршни и поршневые пальцы подбирают одной размерной группы с одинаковой маркировкой.
Поршневой палец запрессовывают в поршень после его предварительного нагрева в масле до температуры 70. 80°С. Разница в массе шатунов в сборе с поршнями для дизелей — 15 г. Поршневые кольца на поршень устанавливают в определенном порядке приспособлением, предохраняющим кольца от случайных поломок.
Основные параметры поршневых колец дизеля Д-240
Поршневое кольцо Рабочий зазор, мм Упругость, Н
Первое (верхнее) 0,3.-0,6 60. 82
Второе, третье 0.3. 0.6 68. 78
Кольца, установленные в канавки поршня, должны свободно перемещаться при его поворачивании и утопать в канавках под действием собственной массы. Замки первого и третьего поршневых колец располагают в канавках поршня под углом 180° относительно замков второго и четвертого маслосъемных колец.
Затем поршень и кольца обильно смазывают дизельным маслом и, пользуясь конусной оправкой, устанавливают в гильзу цилиндра. Поршень не может выступать выше поверхности блока более чем на 0,5 мм.
Детали цилиндро-поршневой группы Д-240 трактора МТЗ-80 заменяют при увеличенном расходе картерного масла или повышенном проникновении газов в картер дизеля, замеренных диагностическими средствами. Если диагностические параметры достигли значений, превышающих допустимые, то дизель разбирают.
Для проведения технической экспертизы деталей снимают головку цилиндров и поддон картера. Если после снятия головки на поверхности блока обнаружатся трещины, то дальнейшую разборку прекращают, дизель снимают с трактора и отправляют в ремонт.
При отсутствии явных дефектов демонтируют масляный насос, трубопроводы и крышки шатунных подшипников, извлекают поршни в сборе с шатунами из гильз цилиндров.
Среди деталей цилиндро-поршневой группы Д-240 трактора МТЗ-80 износу наиболее подвержены: поршневые кольца, поршень, втулка верхней головки шатуна, вкладыши шатунных подшипников, гильзы цилиндров (рис. 2.1.29, 2.1.30).
Диаметр гильзы замеряют (рис. 2.1.31) в месте наибольшего износа верхнего пояса гильзы сначала в плоскости, параллельной оси коленчатого вала, а затем в плоскости качания шатуна. Гильзу заменяют при износе ее рабочей поверхности более 0,4 мм на диаметр или при овальности и конусности, превышающих 0,06 мм.
Диаметр юбки поршня измеряют в плоскости, перпендикулярной к отверстию под поршневой палец (рис. 2.1.32). Кроме диаметра юбки, у поршня контролируют зазоры по высоте между канавками поршня и поршневыми кольцами (рис. 2.1.33). Если зазор между канавкой поршня и новым поршневым кольцом превышает допустимый размер, поршень заменяют.
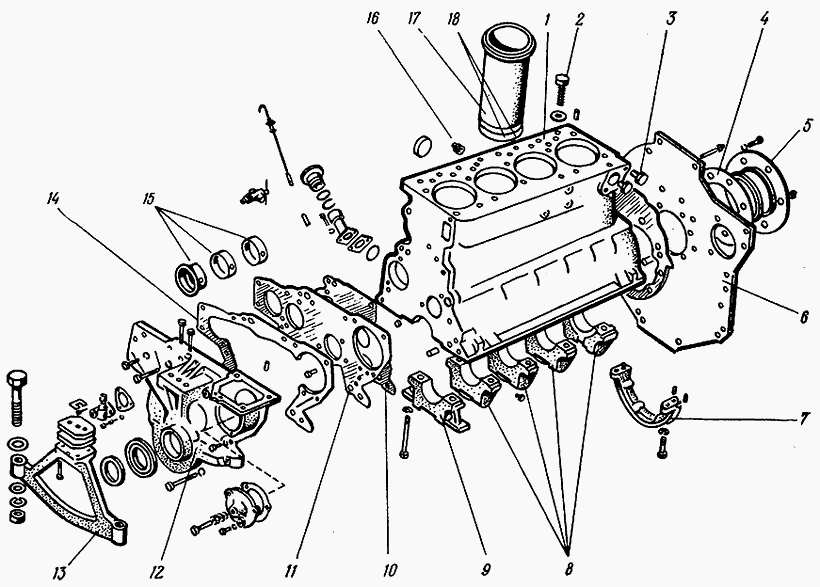
Рис. 2.1.29. Взаимное расположение деталей блока цилиндров Д-240
1 — блок цилиндров; 2 — болт; 3 — рым-болт; 4, 10, 14 — прокладки; 5 — корпус сальника; 6 — задний лист дизеля; 7 — опора картера; 8 — крышки; 9 — крышка коренного подшипника; 11 — щит; 12 — крышка шестерен; 13 — опора; 15 — втулки; 16 — пробка; 17 — гильза цилиндра; 18 — кольца гильзы
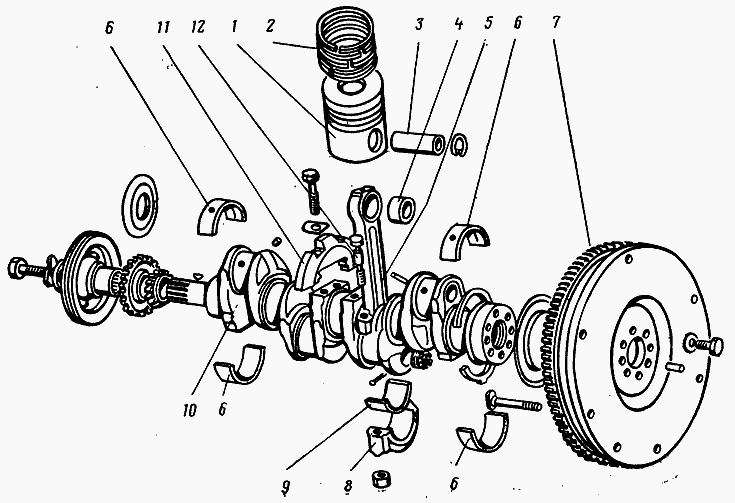
Рис. 2.1.30. Взаимное расположение деталей кривошипно-шатунной группы
1 — поршень; 2 — поршневые кольца; 3 — поршневой палец; 4 — втулка верхней головки шатуна; 5 — шатун; 6 — коренной вкладыш; 7 — маховик; 8 — крышка шатуна; 9 — вкладыш шатуна; 10 — коленчатый вал; 11 — противовес; 12 — болт
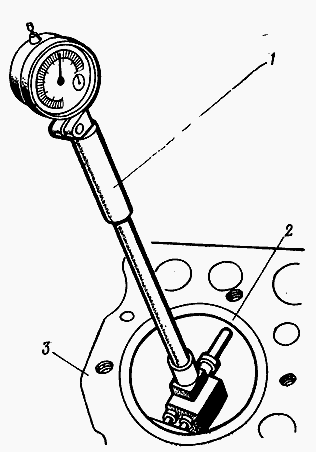
Рис. 2.1.31. Измерение диаметра гильзы цилиндра МТЗ-80
1 — индикаторный нутромер; 2 — гильза цилиндра; 3 — блок цилиндров
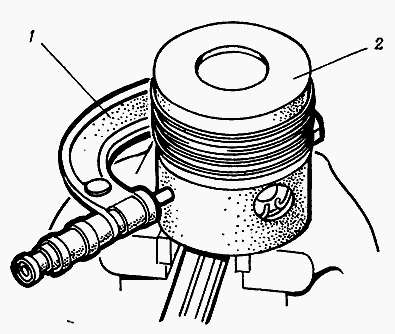
Рис. 2.1.32. Измерение диаметра юбки поршня
1 — микрометр; 2 — поршень
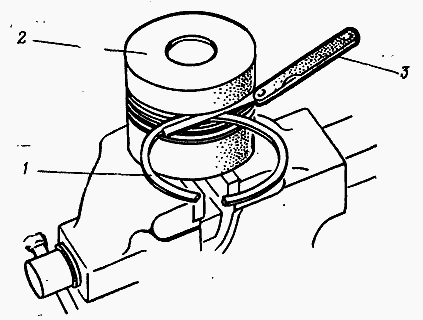
Рис. 2.1.33. Измерение зазора между канавкой поршня и поршневым кольцом
1 — кольцо; 2 — поршень; 3 — пластинчатый щуп
Основные показатели поршневой группы двигателя Д-240 трактора МТЗ-80
Зазор между юбкой поршня и гильзой цилиндра, мм:
— номинальный — 0,18—0,20
— допустимый — 0,26
Зазор в замке поршневых колец, мм:
— номинальный — 0,40—0,80
— допустимый — 4,0
Зазор по высоте между канавкой поршня и поршневым кольцом, мм:
— для компрессионных колец — 0,08—0,12
— для маслосъемных колец — 0,05—0,09
— допустимый — 0,30
Цилиндро-поршневую группу в сборе заменяют при зазоре (разности диаметров) между юбкой поршня и гильзой, превышающем допустимое значение. Гильзы из блока выпрессовывают специальным съемником (рис. 2.1.34).
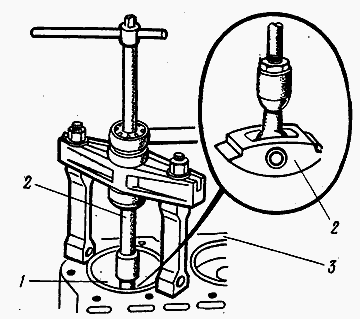
Рис. 2.1.34. Выпрессовка гильзы из блока цилиндров Д-240
1 — гильза цилиндра; 2 — съемник; 3 — блок цилиндров
Если диаметры гильзы и поршня в пределах нормы, рекомендуется выпрессовать гильзу из блока, повернуть ее вокруг оси на 90°, так как гильза и поршень более всего изнашиваются в плоскости качания шатуна, и вновь запрессовать гильзу в блок.
Поршневые кольца заменяют, если зазор в замке кольца превышает допустимое значение при установке кольца в неизношенную верхнюю часть гильзы.
Перед оборкой поршневой группы проверяют параметры поршневого пальца, шатуна и состояние втулки верхней головки шатуна. Втулку заменяют при увеличении диаметра отверстия под поршневой палец или ослаблении посадки в верхней головке шатуна.
Поршневой палец и втулку верхней головки шатуна заменяют при зазоре между пальцем и втулкой более 0,06 мм. Палец заменяют при овальности и конусности более 0,02 мм. Изгиб и скручивание шатуна проверяют на приборе КИ-724. При сборке шатуна в его верхнюю головку вначале запрессовывают втулку (рис. 2.1.36).
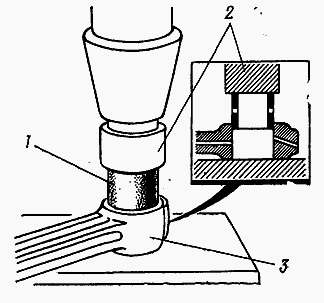
Рис. 2.1.36. Запрессовка втулки в верхнюю головку шатуна
1 —втулка; 2 — пресс; 3 — шатун
Чтобы подогнать отверстие втулки верхней головки шатуна под поршневой палец, его обрабатывают регулируемой разверткой или раскаткой. Зазор между отверстием втулки верхней головки шатуна и поршневым пальцем должен быть не более 0,03 мм.
Тонкостенные сменные вкладыши шатунных подшипников коленвала МТЗ-80 изготовлены с высокой точностью. Необходимый диаметральный зазор при неизменной постели подшипника обеспечивается соответствующими диаметрами шеек коленчатого вала. Поэтому вкладыши при ремонте дизеля заменяют
без каких-либо подгоночных операций и только попарно.
Не допускаются: замена одного вкладыша из пары; опиливание или шабрение стыков вкладышей либо крышек подшипников; установка прокладок между вкладышами и постелью, между крышкой и шатуном. При замене размерная группа вкладышей должна соответствовать размерной группе шеек коленчатого вала.
Перед установкой новых деталей цилиндро-поршневой группы их подбирают по размерным группам. Гильзы цилиндров сортируют на размерные группы по внутреннему диаметру, а поршни — по наружному диаметру юбки в нижней части. Поршни и гильзы цилиндров, устанавливаемые на один дизель, должны быть одной размерной группы.
Размерные группы цилиндров и поршней дизеля Д-240
Группы/Диаметр гильзы цилиндра, мм/Макс. диаметр юбки поршня в нижней части, мм
М — 110,00—110,02 / 109.88—109,90
С — 110,02—110,04 / 109.90—109,92
Б — 110,04—110,06 / 109,92—109,94
Обозначение размерных групп нанесено на нерабочем верхнем торце гильзы и на днище поршня. Перед установкой гильзы в блок резиновые уплотнения заменяют. Гильзу устанавливают, нанося легкие удары молотком по ступенчатой оправке (рис. 2.1.37).
Если гильза входит в блок туго, то для ее запрессовки используют специальное винтовое приспособление (рис. 2.1.38). По окончании запрессовки намеряют выступание бурта гильзы над поверхностью блока индикатором (рис. 2.1.39). Выступание бурта должно быть в пределах 0,065— 0,165 мм.
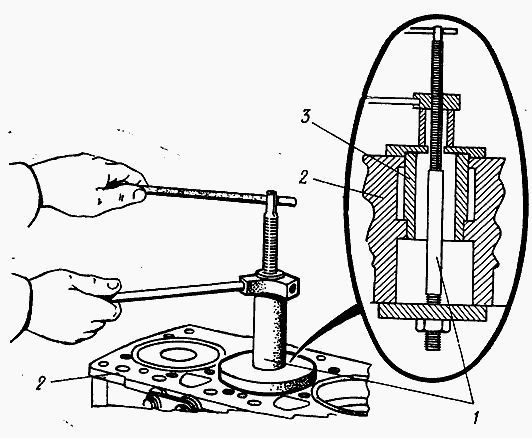
Рис. 2.1.38. Запрессовка гильзы цилиндра винтовым приспособлением
1 — приспособление; 2 — блок цилиндров; 3 — гильза цилиндра
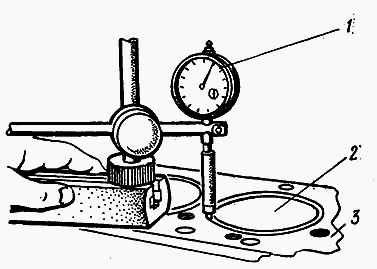
Рис. 2.1.39. Проверка выступания бурта гильзы цилиндра
1 — индикатор; 2 — гильза цилиндра; 3 — блок цилиндров
В случае утопания гильз допускается установка медных прокладок под бурт гильзы. При подборе поршней обращают внимание на размерные группы поршневых пальцев; их внутренняя поверхность и бобышка поршня маркированы краской. Поршни и поршневые пальцы Д-240 трактора МТЗ-80 подбирают одной размерной группы, что подтверждается одинаковой маркировкой.
Поршневой палец запрессовывают в поршень, предварительно нагрев поршень в масле до температуры 70—80° С. Разность между массами шатунов в сборе с поршнями, устанавливаемых на один дизельный двигатель, не должна превышать 15 г.
Упругость поршневых колец проверяют на приспособлении МИП-100. При зазоре в замках, равном 0,3—6,6 мм (рис. 2.1.41), упругость колец не должна превышать: первого (верхнего) — 60—82 Н, второго и третьего — 58—78 Н.
Поршневые кольца на поршень устанавливают в определенном порядке с использованием приспособления, которое предохраняет кольца от случайных поломок (рис. 2.1.42). Кольца, установленные в канавки поршня, должны свободно перемещаться при поворачивании поршня и утопать в канавках под действием собственной массы.
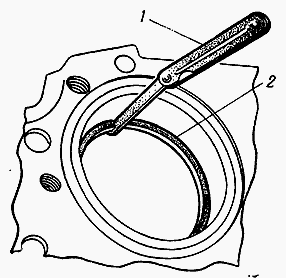
Рис. 2.1.41. Измерение зазора в замке поршневого кольца
1 — пластинчатый щуп; 2 — поршневое кольцо
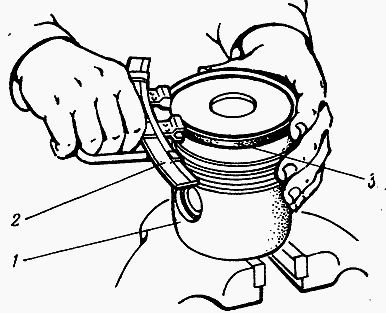
Рис. 2.1.42. Установка поршневого кольца
1 — поршень; 2 — приспособление; 3 — поршневое кольцо
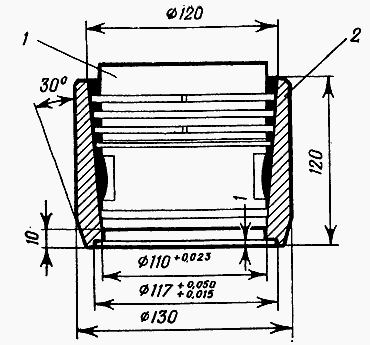
Рис. 2.1.43. Конусная оправка для установки поршня
1 — поршень; 2 — оправка
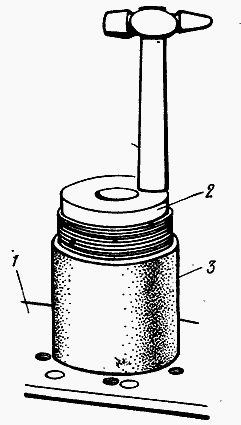
Рис. 2.1.44. Установка поршня с шатуном в блок цилиндров МТЗ-80
1 — блок цилиндров; 2 — поршень; 3 — оправка
Замки первого и третьего поршневых колец располагают в канавках поршня под углом 180° относительно замков второго и четвертого колец.
Поршень в сборе с кольцами и шатуном обильно смазывают дизельным маслом и посредством конусной оправки (рис. 2.1.43) устанавливают в гильзу цилиндра, слегка постукивая по днищу поршня рукояткой молотка (рис. 2.1.44). Болты шатунных подшипников затягивают динамометрическим ключом в два — три приема.
Регулировочные данные при сборке дизеля Д-240
Момент окончательной затяжки гаек крепления головки цилиндров, Нм — 150—170
Момент затяжки шатунных подшипников, Нм — 140—160
Зазор между стержнем клапана и бойком коромысла (тепловой зазор) на холодном дизеле, мм — 0,25—0,30
Поршень при нахождении в ВМТ не должен выступать выше поверхности блока более чем на 0,5 мм. После установки поршневой группы и крышек шатунных подшипников устанавливают масляный насос, его нагнетательные и всасывающие трубопроводы и закрывают поддон картера.
Прокладку картера с двух сторон смазывают графитной пастой (40% графитного порошка и 60% дизельного масла) или герметиком «Эластосил 137-83»; в цилиндры заливают по 30—50 г дизельного масла. Прокладку головки цилиндров с обеих сторон также смазывают графитной пастой.
Болты крепления головки затягивают динамометрическим ключом (рис. 2.1.45) в определенной последовательности (рис. 2.1.46) в два — три приема. Затем устанавливают штанги и оси коромысел в сборе с коромыслами.
Момент затяжки гаек крепления головки цилиндров и тепловые зазоры в клапанном механизме должны соответствовать регулировочным данным при оборке дизеля МТЗ-80.
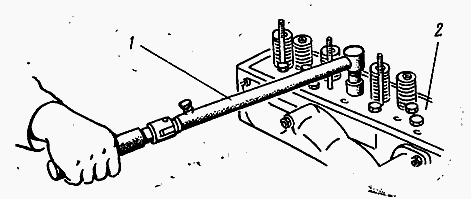
Рис. 2.1.45. Затяжка болтов крепления головки цилиндров Д-240
1 — динамометрический ключ; 2 — головка цилиндров
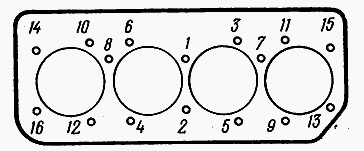
Рис. 2.1.46. Порядок затяжки болтов крепления головки цилиндров