- Принцип действия
- Оборудование для сварки MIG / MAG
- Защитный газ
- Подготовка металла к сварке
- Как держать сварочную горелку
- Движение сварочной горелкой во время сварки
- Скорость сварки
- Скорость потока защитного газа
- Угол сварочной горелки во время сварки
- Сварочное напряжение (длина электрической дуги)
- Сварочная проволока
- Длина выхода сварочной проволоки
- Cварка самозащитной проволокой без газа
- Полярность при сварке без газа
- Звук правильной сварки полуавтоматом
- Меры безопасности
В современном производстве металлоконструкций полуавтоматическая сварка занимает важное место. Главные достоинства — производительность и широкий диапазон толщин и материалов. Тем не менее, существуют и недостатки.
Одним из них является сильное разбрызгивание при сварке, особенно в углекислом газе. Коэффициент перехода металла проволоки в шов часто не превышает 70%. Кроме того брызги портят внешний вид конструкций, требуя дальнейшей зачистки. Снижаются видовые качества продукции, что часто немаловажно для заказчика или потребителя. При использовании в качестве защитного газа сварочной смеси (80% аргона — 20% углекислоты) количество брызг уменьшается, но, тем не менее, проблема остается. Особенно это становится критичным при сварке цветных металлов, сварке тонких листовых или пространственных конструкций.
И здесь на помощь приходят современные полуавтоматы, имеющие функцию сварки в режиме управляемого переноса металла.
 ТЕОРИЯ
ТЕОРИЯ
Импульсно-дуговая полуавтоматическая сварка в инертном газе (Pulsed MIG) — это особым образом контролируемый процесс МИГ-сварки с управляемым переносом металла, т.е. когда перенос металла проводится непрерывным расплавлением металла, переносящегося сварочной дугой на изделие, без контакта проволоки с изделием. В этом процессе энергия в дугу поступает импульсами уникальной формы: первоначально формируется импульс тока, вызывающий управляемое отделение и перенос лишь одной капли металла. После этого формируется удерживающий ток, поддерживающий сварочную дугу, но без переноса металла: сварочная ванна остывает, перенос частиц расплавленного металла происходит равномерно и без потерь.
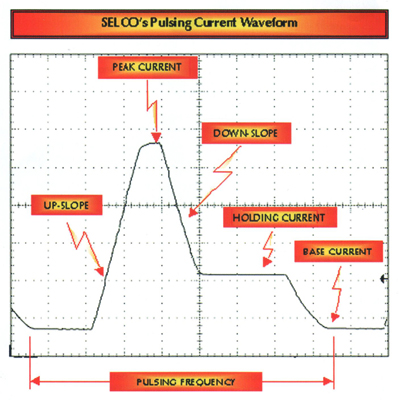
Секрет стабильного и высокого качества этого процесса заключен в точном управлении энергией импульсов сварочного тока, а также в правильном сочетании сразу нескольких определяющих параметров. Используются импульсы уникальной формы сварочного тока; её определяющие параметры — нарастание и убывание тока (UP-SLOPE, DOWN-SLOPE), пиковый ток (PEAK CURRENT), удерживающий и базовый токи (HOLDING CURRENT, BASE CURRENT), частота импульсов (PULSING FREQUENCY). Управление этими параметрами, выбор оптимального значения для каждого конкретного случая, материала, толщины и положения, корректировка каждого параметра в отдельности от остальных — гарантия достижения превосходного сварочного соединения.
Чтобы упростить настройку этих важных параметров, используются специальные синергетические программы. Это синтез экспериментальных и научных данных для конкретных условий и применения: установки просты и занимают мало времени, поскольку привязаны лишь к общим данным (свариваемый материал, нужная толщина провара, состав защитного газа, диаметр проволоки).
Эти синергетические установки далее контролируются и поддерживаются в заданных рамках в течение всего процесса сварки. Мощность задействованных микропроцессорных вычислителей сравнима разве что с мощностью сразу двух современных процессоров Pentium: значения параметров импульсов снимаются по обратной связи со сварочной дуги и корректируются каждые 1000 раз в секунду! Таким образом, практически непрерывно поддерживаются первоначальные синергетические установки сварочного процесса, а следовательно, производительность и превосходный конечный результат сварки. Качественно, количественно, в любых условиях и при любой задаче.
Сравнивая два процесса, можно заметить следующее:
- Импульсная МИГ-сварка по скорости сварки превосходит классическую полуавтоматическую сварку, делая процесс переноса быстрее и эффективнее.
- Уменьшается разбрызгивание металла практически до нуля: уменьшение или вообще устранение необходимости механической зачистки после сварки.
- Уменьшается зона термического влияния: деформация изделий меньше, внешний вид превосходный.
- Импульсная МИГ-сварка значительно уменьшает выгорание металла. (В этом легко убедиться, например, подержав белый лист бумаги над горелкой во время сварки.)
- Импульсная МИГ-сварка возможна в любых пространственных положениях при любых условиях, в том числе и на малых сварочных токах, когда в простом МИГ-процессе мелкокапельный перенос вообще невозможен.
Дальнейшее развитие импульсных процессов привело к процессу ДВОЙНОГО ИМПУЛЬСА (MIG Double Pulsed), более совершенному с точки зрения производительности и качества. Этот новый режим работы получается наложением на импульсную дугу вторичных амплитудно-модулирующих импульсов, при этом синхронизированно меняется и скорость подачи сварочной проволоки. В результате контроль тепловложения и, соответственно, проплавления в процессе сварки становится еще проще, что особенно важно при сварке алюминия и тонких стальных листов. Сварные швы, полученные этим процессом, имеют превосходный внешний вид, сравнимый с менее производительным и более трудоёмким ТИГ-процессом. Кроме того, превосходный результат можно получать даже в очень сложных условиях, например, сварке алюминия в вертикальном положении «снизу — вверх».
На данный момент существует лишь несколько фирм в мире, кто разрабатывает установки для сварки с управляемым переносом металла. Мы можем порекомендовать оборудование таких европейских фирм как Selco (Италия), Fronius (Австрия), Kemppi (Финляндия). На примере первой расскажем о линейке оборудования, использующего режимы полуавтоматической сварки с управляемым переносом металла.  Во-первых, установки для импульсной полуавтоматической сварки могут использовать только инверторные технологии. Главные силовые компоненты при этом уже не громоздкий сварочный трансформатор, а мощные силовые транзисторов. Реализация этих процес¬сов напрямую зависит от сварочных источников питания, их мощности, времени отклика и точности контроля выходных параметров. Для обеспечения гарантированного качества, Selco разработала свои собственные инверторные источники резонансного типа. Благодаря использованию IGBT силовых транзисторов в квазирезонансном (мягкокоммутируемом, «soft-switching») режиме, достигается высокая частота преобразования, что даёт превосходную динамику процессов. Также небольшие электромагнитные помехи и малое рассеяние мощности увеличивают надежность и эффективность всего источника, снижая тепловыделение, обеспечивая высочайший коэффициент преобразования на выходе и значительное уменьшение потребляемой энергии. Мощность и динамические характеристики резонансного инвертора, дополненные гибкими возможностями настройки и контроля параметров сварки в реальном времени, делают источники Selco серий РМЕ, PSR и GSM на данный момент флагманами импульсной МИГ-сварки.
Во-первых, установки для импульсной полуавтоматической сварки могут использовать только инверторные технологии. Главные силовые компоненты при этом уже не громоздкий сварочный трансформатор, а мощные силовые транзисторов. Реализация этих процес¬сов напрямую зависит от сварочных источников питания, их мощности, времени отклика и точности контроля выходных параметров. Для обеспечения гарантированного качества, Selco разработала свои собственные инверторные источники резонансного типа. Благодаря использованию IGBT силовых транзисторов в квазирезонансном (мягкокоммутируемом, «soft-switching») режиме, достигается высокая частота преобразования, что даёт превосходную динамику процессов. Также небольшие электромагнитные помехи и малое рассеяние мощности увеличивают надежность и эффективность всего источника, снижая тепловыделение, обеспечивая высочайший коэффициент преобразования на выходе и значительное уменьшение потребляемой энергии. Мощность и динамические характеристики резонансного инвертора, дополненные гибкими возможностями настройки и контроля параметров сварки в реальном времени, делают источники Selco серий РМЕ, PSR и GSM на данный момент флагманами импульсной МИГ-сварки.
Помимо полуавтоматической сварки в режимах Pulsed и Double Pulsed, данные источники также способны работать в режимах ММА, TIG DC (Lift & HF), и традиционном MIG/MAG. Принимая во внимание многофункциональность, данные источники становятся оправданным приобретением для малых/средних/крупных производств, где требуются универсальность, высокое качество и надежность при ежедневных продолжительных нагрузках.
Настройки и управление режимами сварки и синергетики могут производиться непосредственно с лицевой панели источника (серия РМЕ), механизма подачи (серия PSR, MSE), различных дистанционных пультов управления (все серии). Даже неопытный сварщик способен настроить любой режим буквально за секунды.
Источники серии PSR могут поставляться в различных вариантах: механизм подачи WF109 (катушки 030 см, 15 кг сталь) или WF110 (катушки 020 см, 5 кг сталь) с кабелем управления длиной 1.3 м, 4 м, 10 м, 15 м, 30 м позволяют организовать сварочный пост для локального рабочего места, так и для сварки протяженных и сложных пространственных конструкций (например, в судостроении, высотно-монтажных работах). Механизм подачи WFR10 вместе с компьютерным интерфейсом ввода-вывода дают возможность компьютерного мониторинга и управления сварочными процессами в полном объеме как в автоматизированных решениях (сварочные тракторы, порталы), так и при использовании большинства современных роботов.
Оборудование способно работать в экстремальных условиях, обеспечивая процент времени работы ПВ=50-60% даже при температуре 40°С. При температуре окружающей среды 25°С и ниже всё оборудование способно обеспечивать работу на максимальных токах в непрерывном цикле, т.е. ПВ=100%.
Все электронные компоненты, платы управления конструктивно защищены от попадания влаги и пыли при помощи контролируемой вентиляции «туннельного» типа. Как и всё оборудование Selco, серии РМЕ, PSR, GSM проходят жесткие испытания по проверке на электромагнитную совместимость, работоспособности в критических условиях, стойкости к механическим нагрузкам, что соответствует стандартам IP23C, EN 60974-1 и EN 60974-10.
Денис Замыслов
Журнал «Станочный парк», №7 (52) 2008
Как снизить разбрызгивание металла при сварке? Этот вопрос особенно актуален для тех поверхностей, к которым предъявляются высокие требования – трущихся, или внешних, тех, которые будут впоследствии окрашены. Кардинальным решением является использование защитных химических средств, но и с помощью других решений можно добиться неплохих результатов. Некоторые из них мы рассматриваем далее.
Если брызги при сварке появляются чаще и их больше чем обычно, проверьте сварочный аппарат. Наиболее частыми «виновниками» брызг, связанными со сварочным аппаратом, становятся:
низкое качество сварочного тока (скачки тока);
износившееся сопло или токовый наконечник;
качество сварочного аппарата.
Как правило, лучшее качество аппарата означает меньшее количество брызг. Практически невозможно избежать их на однофазном оборудовании неинверторного типа. А вот сварочные инверторы способны существенно улучшить сварку за счет стабилизации характеристик сварочного тока.
Износившееся сопло или токовый наконечник не обеспечивают качественную дугу, из-за чего снижается качество шва и увеличивается количество искр. Менять эти расходные материалы нужно сразу же, как только будут заметны первые признаки износа.
- Качественные сварочные материалы
Существенное влияние на количество брызг оказывают расходные материалы, которые сварщик использует в работе: электроды, газ, флюс. Снижают излишнее количество искр следующими способами:
сварка с порошкообразным флюсом;
сварка со специальными марками флюса;
использование защитной среды из смеси углекислого газа и аргона;
отказ от электродов с рутиловой обмазкой.
- Правильная подготовка материала к сварке
Уменьшить количество брызг помогает тщательная очистка поверхности и удаление с нее ржавчины. Кардинально помогает обработка специальными составами, которые как снижают количество искр, так и защищают свариваемую поверхность от прилипания брызг.
- Специальная техника сварки
Опытные сварщики советуют для снижения разбрызгивания металла уменьшать длину дуги, максимально приближая электрод к свариваемой поверхности. Избавится от брызг также можно, перейдя на сварку TIG, однако, это увеличит себестоимость сварки и увеличит время работы с деталью.
Сварка MIG / MAG была изобретена в 1950‑х годах и основные принципы используются, в современных сварочных аппаратах по сей день. Она является самой универсальной и часто применяемой в кузовном ремонте. Когда речь идёт о полуавтоматической сварке, то, имеют ввиду, именно эту сварку. В отличие от других видов ручной сварки она отличается лёгкостью применения, при этом даёт качественный результат.
p, blockquote 1,0,0,0,0 —>
Более правильное и полное название этого вида сварки GMAW (Gas metal arc welding – электродуговая сварка металла в среде защитного газа), но чаще используют именно аббревиатуру MIG / MAG (Metal Inert Gas/ Metal Active Gas).
p, blockquote 2,0,0,0,0 —>
MIG /MAG-сварка – это электро-дуговая сварка, использующая постоянный ток ( DC ). В качестве электрода в этом виде сварке используется проволока, которая поступает в место сварки с определённой заданной скоростью. Обычно такая сварка используется вместе с защитным газом. MIG – полуавтоматическая сварка, где в качестве защитного газа используется инертный газ (аргон, гелий..), а MAG – полуавтоматическая сварка, где в качестве защитного газа используется активный газ ( CO2 и смеси).
p, blockquote 3,0,0,0,0 —>
Первоначально использовался только аргон для сварки всех металлов, что было дорого и недоступно. В дальнейшем стали применять двуокись углевода ( CO2 ) и смеси и этот вид сварки стал более доступным и получил широкое распространение.
p, blockquote 4,0,0,0,0 —>
MIG /MAG-сваркой можно сваривать различные виды металла: алюминий и его сплавы, углеродистую и низкоуглеродистую сталь и сплавы, никель, медь и магний.
p, blockquote 5,0,0,0,0 —>
Учитывая высокое качество сварки и лёгкость применения, она, в дополнение к этому, распространяет сравнительно небольшой нагрев зоны, вокруг места сварки.
p, blockquote 6,0,0,0,0 —>
Принцип действия

p, blockquote 7,0,0,0,0 —>
Сварка MIG / MAG (Metal Inert Gas/ Metal Active Gas) осуществляется посредством электрической дуги, защищённой газом, образуемой между рабочей поверхностью и проволокой (электродом), которые автоматически поступают к месту сварки при нажатии на курок. Скорость подачи проволоки, напряжение сварки и количество газа устанавливаются заранее. Из-за того, что сварочная проволока автоматически поступает к месту сварки, а от сварщика зависят только манипуляции со сварочной горелкой, такой вид сварки часто и называют полуавтоматической.
p, blockquote 8,0,0,0,0 —>
При MIG /MAG-сварке очень важна настройка сварочного аппарата. При электродуговой сварке электродами и при сварке TIG настройки не так критичны. Также важна чистота металла перед началом сварки.
p, blockquote 9,0,0,0,0 —>
Конец проволоки должен выступать на определённое расстояние, иначе слишком длинная проволока-электрод не позволит защитному газу нормально действовать. Этот параметр мы рассмотрим ниже в этой статье.
p, blockquote 10,0,0,0,0 —>
Оборудование для сварки MIG / MAG
Сварочный аппарат MIG / MAG содержит генератор электрической дуги (трансформатор или инвертер), механизм подачи проволоки, кабель «массы» с зажимом, баллон для защитного газа.
p, blockquote 11,0,0,0,0 —>
Защитный газ
Основная задача защитного газа – защита расплавленного металла от атмосферного воздействия (кислород окисляет, а азот и влага из воздуха вызывают пористость шва) и обеспечить благоприятные условия зажигания сварочной дуги.
p, blockquote 12,0,0,0,0 —>
Тип защитного газа влияет на скорость плавления, проникновение сварочной дуги, на количество брызг при сварке, форму и механические свойства сварочного шва. Определённая смесь газов даёт существенный эффект стабильности электрической дуги и уменьшает количество брызг при сварке. Состав газа влияет на то, как расплавленный металл от проволоки передаётся к месту сварки.
p, blockquote 13,0,0,0,0 —>
Инертные газы и их смеси в качестве защитного газа ( MIG ) используются для сварки алюминия и цветных металлов. Обычно применяются аргон и гелий.
p, blockquote 14,0,0,0,0 —>
Активные газы и смеси ( MAG ) применяется для сварки сталей. Чаще всего это чистая двуокись углерода ( CO2 ), а также в смеси с аргоном.
p, blockquote 15,0,1,0,0 —>
Рассмотрим виды и смеси защитных газов подробнее:
p, blockquote 16,0,0,0,0 —>
- Чистая двуокись углерода ( CO2 ) или двуокись углерода с аргоном, а также аргон в смеси с кислородом обычно используются, для сварки стали. Если использовать двуокись углерода ( CO2 ) в качестве защитного газа, то получите высокую скорость плавления, лучшую проникаемость дуги, широкий и выпуклый профиль сварочного шва. Когда используется чистая двуокись углерода, то происходит сложное взаимодействие сил вокруг расплавленных металлических капель на кончике насадки. Эти несбалансированные силы становятся причиной образования больших нестабильных капель, которые передаются в зону сварки случайными движениями. Это является причиной увеличения брызг вокруг сварочного шва. Также чистый карбон диоксид образует больше испарений.
- Аргон, гелий и аргонно-гелиевая смесь используются при сварке цветных металлов и их сплавов. Эти смеси инертных газов дают более низкую скорость плавления, меньшее проникновение и более узкий сварочный шов. Аргон дешевле гелия и смеси гелия с аргоном, а также даёт меньшее количество брызг при сварке. В отличие от аргона, гелий даёт лучшее проникновение, более высокую скорость плавления и выпуклый профиль сварочного шва. Но когда используется гелий, сварочное напряжение возрастает при такой же длине сварочной дуги и расход защитного газа возрастает в сравнении с аргоном. Чистый аргон не подходит для сварки стали, так как дуга становится слишком нестабильной.
- Универсальная смесь для углеродистой стали состоит из 75% аргона и 25% двуокиси углерода (может обозначаться 74/25 или C25 ). При использовании такого защитного газа образуется наименьшее количество брызг и уменьшается вероятность прожига насквозь тонких металлов.
Подготовка металла к сварке
Металл должен быть зачищен от краски и ржавчины. Даже остатки краски при сварке будут ухудшать качество и прочность сварочного соединения. Место под зажим для массы также должно быть зачищено.
p, blockquote 17,0,0,0,0 —>
Как держать сварочную горелку

p, blockquote 18,0,0,0,0 —>
Сварочной горелкой полуавтомата MIG / MAG можно управлять одной рукой, но использование двух рук облегчит контроль и увеличит аккуратность и качество сварочного шва. Смысл в том, чтобы одной рукой держать горелку и опираться ей на другую руку. Так можно легче контролировать расстояние от свариваемой поверхности и угол, а также делать горелкой нужные движения при формировании шва.
p, blockquote 19,0,0,0,0 —>
Чтобы работать двумя руками, необходимо использовать полноразмерную сварочную маску (лучше с автозатемнением), которая удерживается на голове и руки остаются свободными.
p, blockquote 20,0,0,0,0 —>
Движение сварочной горелкой во время сварки

p, blockquote 21,0,0,0,0 —>
- Прямой шов, без каких-либо движений в сторону можно применять на металлах, имеющих практически любую толщину, но здесь нужен определённый опыт, чтобы удостовериться, что сварочная дуга равномерно действует на оба свариваемых металла.
- При сварке металлических деталей, имеющих толщину меньше 1мм, лучше использовать электродную проволоку меньшего диаметра, уменьшить параметры силы тока, а также скорость подачи проволоки. Нужно варить короткими импульсами, делая перерыв между ними в пределах 1 секунды, чтобы металл успевал охладиться. Короткий перерыв нужен, чтобы следующий сегмент сливался с предыдущим и получался монолитный герметичный шов.
- При сварке длинного сегмента, во избежание перегрева металла и тепловой деформации, можно сваривать небольшими сегментами или точками с интервалами, поочерёдно, то с одного, то с другого конца свариваемого отрезка. Таким образом, можно проварить весь сегмент, без получения тепловой деформации листового металла.
Скорость сварки

p, blockquote 22,0,0,0,0 —>
Скорость сварки – это скорость, с которой электрическая дуга проходит вдоль места сварки. Она контролируется сварщиком.
p, blockquote 23,0,0,0,0 —>
Скорость движения сварочной горелки должна контролироваться сварщиком и соответствовать скорости подачи проволоки и напряжению электрической арки, выбранных, в соответствии с толщиной свариваемого металла и формы шва.
p, blockquote 24,0,0,0,0 —>
Важно добиться правильной скорости сварки. Слишком высокая скорость может вызвать слишком много брызг расплавленного металла. Защитный газ может остаться в быстро застывающем расплавленном металле, образуя поры. Слишком медленная скорость сварки может стать причиной излишнего проникновения сварочной дуги в свариваемый металл.
p, blockquote 25,0,0,0,0 —>
Скорость движения сварочной горелки влияет на форму и качество сварочного шва. Многие опытные сварщики определяют с какой скоростью нужно двигать сварочную горелку, глядя на толщину и ширину шва в процессе сварки.
p, blockquote 26,0,0,0,0 —>
Скорость потока защитного газа
Может значительно влиять на качество сварки. Скорость потока защитного газа должна строго соответствовать скорости подачи проволоки. Слишком медленный поток не даёт нормальной защиты от окисления, в то время как слишком высокая скорость потока защитного газа может создать завихрения, которые также помешают нормальной защите. Все отклонения ведут к пористости сварочного шва. Важно создать ровный поток воздуха, без завихрений. На это может влиять наличие застывших брызг на насадке.
p, blockquote 27,0,0,0,0 —>
Угол сварочной горелки во время сварки
Сварка MIG / MAG может сваривать разные детали под разными углами, поэтому не существует универсального угла, который нужно соблюдать при сварке. При сварке деталей, лежащих в одной плоскости идеальным будет угол в 15–20 градусов (от вертикального положения). При сварке двух деталей под углом удобнее держать горелку под углом 45 градусов. Практикуясь, можно для себя определить наиболее удобный угол в конкретной ситуации.
p, blockquote 28,0,0,0,0 —>
Сварочное напряжение (длина электрической дуги)
Длина дуги одна из самых важных переменных в сварке MIG / MAG , которую нужно контролировать. Нормальное напряжение сварочной дуги в двуокиси углерода ( CO2 ) и гелии (He) намного выше, чем в Ароне (Ar). Напряжение дуги влияет на проникновение, прочность и ширину шва.
p, blockquote 29,0,0,0,0 —>
С увеличением напряжения электрической дуги, шов становится более плоским и широким и до определённых пределов увеличивается проникновение. Низкое напряжение даёт более узкий и выпуклый шов и уменьшается проникновение.
p, blockquote 30,1,0,0,0 —>
Слишком большое и слишком маленькое напряжение вызывает нестабильность дуги. Избыточное напряжение является причиной образования брызг и пористости шва.
p, blockquote 31,0,0,0,0 —>
Сварочная проволока
Сварочная проволока служит присадочным материалом. При сварке проволока поступает к месту шва и расплавляется вместе с кромками металлов, заполняя шов. У неё должен быть химический состав, схожий с составом свариваемых материалов. К примеру, содержание углерода, от которого зависит пластичность шва.
p, blockquote 32,0,0,0,0 —>
Температура плавления электродной проволоки должна быть чуть ниже или такой же, как металлов, которые свариваются. Если проволока будет плавиться позже, чем свариваемый металл, то увеличивается вероятность прожжения металла насквозь.
p, blockquote 33,0,0,0,0 —>
Для сварки алюминия и его сплавов применяется проволока из чистого алюминия или с примесью магния и кремния.
p, blockquote 34,0,0,0,0 —>
Диаметр сварочной проволоки
p, blockquote 35,0,0,0,0 —>
Диаметр сварочной проволоки влияет на размер шва, глубину проникновения сварочной дуги, прочность шва и на скорость сварки.
p, blockquote 36,0,0,0,0 —>
Больший диаметр электрода (проволоки) создаёт шов с меньшим проникновением, но более широкий. Выбор диаметра проволоки зависит от толщины свариваемого металла и положения свариваемых деталей.
p, blockquote 37,0,0,0,0 —>
В большинстве случаев маленький диаметр проволоки подходит для тонкого металла и для сварки в вертикальном положении.
p, blockquote 38,0,0,0,0 —>
Проволока большего диаметра желательна для более толстого металла. Ей нужно работать с уменьшенной скоростью подачи проволоки, из-за более низкого проникновения.
p, blockquote 39,0,0,0,0 —>
Длина выхода сварочной проволоки

p, blockquote 40,0,0,0,0 —>
До касания свариваемого металла проволока должна выступать из наконечника на определённую длину.
p, blockquote 41,0,0,0,0 —>
Этот сегмент проволоки проводит сварочный ток. Таким образом, увеличение длины этого сегмента увеличивает электрическое сопротивление и температуру этого отрезка проволоки. Чем больше выступает проволока, тем меньше будет электрическая дуга. При длинном выходе проволоки из наконечника получается узкий шов, низкое проникновение и повышенная толщина шва.
p, blockquote 42,0,0,0,0 —>
При уменьшении длины выхода отрезка сварочной проволоки даёт противоположный эффект. Увеличивается проникновение сварочной дуги, получается более широкий и тонкий шов.
p, blockquote 43,0,0,0,0 —>
Типичная длина выхода сварочной проволоки варьируется от 6 до 13 мм.
p, blockquote 44,0,0,0,0 —>
При использовании порошковой проволоки без газа длина выхода сварочной проволоки должна быть больше, чем с газом (30 – 45 мм).
p, blockquote 45,0,0,1,0 —>
Cварка самозащитной проволокой без газа
Порошковая самозащитная проволока, которую также называют флюсовой имеет сердечник, содержащий в себе все необходимые присадки для защиты шва и сварочной дуги в процессе сварки без газа.
p, blockquote 46,0,0,0,0 —>
Такая проволока содержит компоненты, образующие газ во время сварки, антиокислители, очистители, а также присадки, улучшающие электрическую дугу. Таким образом, при возникновении дуги образуется газ, который защищает расплавленный металл, а также специальные компоненты образуют подобие шлака поверх металла во время остывания, который защищает его во время затвердевания.
p, blockquote 47,0,0,0,0 —>

p, blockquote 48,0,0,0,0 —>
Такую проволоку удобно использовать, когда сварочный аппарат нужен не часто. Преимуществом является лучшая мобильность оборудования (не требуется баллон с газом) и возможность использования на улице (даже в ветреную погоду, ввиду отсутствия притока защитного газа).
p, blockquote 49,0,0,0,0 —>
При сварке самозащитной проволокой образуется много дыма и испарений и сложно визуально контролировать процесс сварки. Сварочный флюс, который остаётся поверх готового шва, не проводит электричества, поэтому после охлаждения, чтобы сваривать поверх готового шва, его необходимо сначала зачистить.
p, blockquote 50,0,0,0,0 —>
При помощи порошковой проволоки можно сваривать более толстый металл, чем при помощи проволоки, используемой с газом.
p, blockquote 51,0,0,0,0 —>
Сварка при помощи этого типа проволоки «прощает» недостаточно хорошо подготовленную поверхность.
p, blockquote 52,0,0,0,0 —>
Полярность при сварке без газа
Полярность – это направление потока электричества в цепи сварочного аппарата.
p, blockquote 53,0,0,0,0 —>
При прямой полярности электрод (проволока) – это минус, а свариваемый металл (заземление) – это плюс. При обратной полярности электрод – плюс, а свариваемый металл – минус.
p, blockquote 54,0,0,0,0 —>
Для сварки при помощи порошковой проволоки используется прямая полярность (проволока – минус, заземление — плюс).
p, blockquote 55,0,0,0,0 —>
При сварке с газом – электрод (+), масса (-).
p, blockquote 56,0,0,0,0 —>
Полярность, с которой будет нормально работать порошковая проволока, зависит от её состава. Бывают и такие, которые будут нормально сваривать с любой полярностью.
p, blockquote 57,0,0,0,0 —>
В большинстве случаев, при сварке без газа сварочный аппарат должен быть настроен с позитивным заземлением и негативным электродом. Это даст больше мощности для плавления порошковой проволоки.
p, blockquote 58,0,0,0,0 —>
Звук правильной сварки полуавтоматом
При обучении сварки MIG / MAG , важно слушать звуки, издаваемые при сварке и, конечно же, контролировать процесс сварки визуально (через затемнённую маску). При правильной сварке полуавтоматом издаётся звук, напоминающий жарку мяса на сковороде. Этот «шипяще-жужжащий» звук говорит о хорошем балансе между скоростью подачи проволоки, подаче газа и настройками напряжения. Застывшие брызги на насадке или наконечнике сварочной горелки ухудшают поток защитного газа, плохой контакт зажима массы, плохо очищенная область сварки, всё это может ухудшать формирование сварочной дуги, и будет отражаться на звуке сварки. Также можете прочитать статью “как настроить сварочный полуавтомат” для большего понимания правильной настройки аппарата перед сваркой.
p, blockquote 59,0,0,0,0 —>
Меры безопасности
p, blockquote 60,0,0,0,0 —> p, blockquote 61,0,0,0,1 —>