- Применение шлифовальных станков
- Классификация шлифовального оборудования
- Делаем простейший шлифовальный станок своими руками
- Ленты для ленточно-шлифовальных станков
- Назначение и устройство станка для шлифовки коленвалов 3Д4230
- Расположение основных частей круглошлифовальных станков 3Д4230
- Список основных частей станка для шлифовки коленвалов 3Д4230
- Расположение органов управления станка 3Д4230
- Перечень органов управления шлифовального станка 3Д4230
- Технические характеристики станка для перешлифовки шеек коленвалов 3Д4230
- Комплект поставки, входит в цену, станка 3Д4230 (аналог 2А423, 2В423, 3Д423)
- Станок 3Д4230 — где купить, оплата, доставка, гарантия
Шлифовальный станок – это устройство, используемое для обработки заготовок из различных материалов абразивным инструментом и способное обеспечить шероховатость поверхности от 0,02 до 1,25 микрон. Шлифовальные станки, которые могут иметь различное конструктивное исполнение, позволяют эффективно решать задачи, связанные с обработкой поверхностей деталей, изготовленных из разных материалов.

Одна из многочисленных разновидностей шлифовальных станков
Применение шлифовальных станков
С помощью станка для шлифования можно осуществлять ряд технологических операций:
- шлифовку внутренних, а также наружных поверхностей деталей, имеющих различную форму и назначение;
- заточку инструментов различного назначения;
- обдирку, шлифование, а также отрезку отливок из металла, изделий со сложным профилем;
- обработку зубчатых деталей, а также деталей с резьбой;
- формирование на стальных прутках канавки шпоночного и спиралевидного типа.
Шлифовальный станок практически незаменим при работе с деталями, изготовленными из керамических и магнитных материалов и отличающимися сложностью обработки и высокой хрупкостью. Кроме того, шлифовальные станки способны выполнять технологические операции шлифовки и обдирки на высокоскоростных режимах, что делает такое оборудование эффективным и производительным. На этих станках можно в процессе обработки удалять с поверхности заготовки большое количество металла за короткий промежуток времени.
На видео ниже работа круглошлифовального станка с ЧПУ:
Все шлифовальные станки работают по одному принципу: обработка металла осуществляется за счет одновременного вращения абразивного круга и перемещения или вращения обрабатываемой детали. Рабочей поверхностью является периферия или торец абразивного круга, а заготовка движется по отношению к ней по прямолинейной или дуговой траектории. Любой шлифовальный станок содержит в своей конструкции несколько кинематических цепей, которые обеспечивают:
- передвижение рабочего стола в продольном и поперечном направлении, что возможно благодаря гидравлическому приводу;
- вращение рабочего инструмента – шлифовального круга, осуществляемое за счет индивидуального привода рабочего инструмента;
- подачу заготовки или инструмента в поперечном направлении за счет гидравлического или электромеханического привода;
- правку круга, которую можно выполнять вручную за счет использования электромеханической либо гидравлической системы;
- вращение заготовки или рабочего стола;
- подачу рабочего инструмента на глубину, что может выполняться за счет гидравлического или механического привода.
Классификация шлифовального оборудования
В зависимости от области применения станки для шлифования подразделяются на целый ряд типов.
Это оборудование предназначено для шлифовки цилиндрических (Ø 25–600 мм) и конических заготовок. Такие станки имеют в своей конструкции шпиндель, вращающийся в горизонтальной плоскости, который может передвигаться на специальных салазках. Деталь, требующая обработки, может зажиматься в патроне или между центрами задней и передней бабки.

Такие станки применяются для шлифования наружных и торцевых поверхностей цилиндрических заготовок (Ø 25–300 мм), а также деталей конической формы. Для выполнения обработки заготовки могут фиксироваться в центрах или в патроне.

Универсальный круглошлифовальный станок
Шлифовальные станки этого типа используются для обработки цилиндрических (Ø 150–400 мм), конических и профильных заготовок, которые фиксируются в центрах оборудования. Обработка осуществляется за счет поперечного движения (врезания) абразивного круга.

Круглошлифовальный врезной станок
Обработка на таком оборудовании может выполняться по двум схемам: на проход (цилиндрические поверхности (Ø 25–300 мм)) и методом врезания (цилиндрические, конические и профильные поверхности). Отличительной особенностью шлифовальных станков данного типа является то, что в их конструкции не предусмотрены центры для фиксации заготовок.

Бесцентровый круглошлифовальный станок
Сюда относятся станки для шлифования прокатных вальцов цилиндрической, конической и профильной конфигурации. Фиксация заготовок на станках этого типа осуществляется при помощи центров оборудования.

Для шлифования шеек коленчатых валов
На таких станках, работающих по методу врезания, выполняют одновременную или последовательную шлифовку шатунных шеек коленчатых валов.
Станок для шлифования шеек коленчатых валов
Эти устройства позволяют обрабатывать цилиндрические и конические отверстия в широком интервале размеров (диаметром 1–10 см на настольном шлифовальном станке и до 100 см – на производственном).

Обработка на таком оборудовании выполняется торцом или периферией абразивного круга. Шлифовальные станки этого типа могут оснащаться дополнительными устройствами, что дает возможность выполнять на них обработку заготовок из металла сложной конфигурации. В зависимости от расположения шпинделя плоскошлифовальные станки могут быть горизонтальными и вертикальными. В конструкции таких устройств также может быть предусмотрена одна или две колонны.

На этом оборудовании можно одновременно выполнять обработку двух плоских поверхностей, что значительно увеличивает его производительность. Такие шлифовальные станки, на которых обрабатываемые детали фиксируются на специальном подающем устройстве, могут быть вертикального или горизонтального типа.

Двухсторонний плоскошлифовальный станок
Максимальная длина направляющих, которые можно обрабатывать при помощи этих шлифовальных станков, составляет 1000–5000 мм. Направляющими таких типов оснащены станины, рабочие столы, салазки и другие узлы оборудования различного назначения.
Такие шлифовальные станки служат для заточки различного инструмента с максимальным диаметром 100–300 мм (метчики, развертки, зенкеры, фрезы и др.). Технические возможности оборудования этого типа позволяют оснащать его дополнительными приспособлениями для обработки цилиндрических заготовок, а также для внутреннего и торцевого шлифования.

Универсальный заточной станок
Это шлифовальное оборудование применяют для обдирки и зачистки поверхности заготовок методом шлифования. На таких станках используются абразивные круги диаметром 100–800 мм.

Это шлифовальное оборудование применяется для выполнения притирки заготовок с плоскими и цилиндрическими поверхностями. Диаметр абразивных дисков, которые устанавливаются на таких станках, составляет 200–800 мм.

На этом оборудовании выполняют притирку калибровочного и измерительного инструмента, изготовленного из металла. Максимальный диаметр калибров и инструментов, которые можно обрабатывать на станках этого типа, – 50–200 мм.
С помощью такого оборудования выполняют притирку отверстий, максимальный диаметр которых составляет 100–300 мм.

Это станки, предназначенные для выполнения отделочных (притирочных) операций. На таких устройствах обрабатывают различные изделия из металла: коленчатые валы с максимальным диаметром 100–200 мм, шпиндели оборудования, поршни и др.
Такие станки служат для выполнения полировки деталей из металла. На этом универсальном оборудовании можно выполнять полировку плоских, цилиндрических, конических, внутренних поверхностей, а также заготовок сложной конфигурации. В качестве рабочего инструмента на этих станках может быть использован бесконечный ремень шириной 100–200 мм или мягкий полировальный круг диаметром 100–200 мм.

Существуют также хонинговальные станки, которые используются для выполнения тонкого шлифования (0,04–0,08 мм на диаметр).

Делаем простейший шлифовальный станок своими руками
Учитывая тот факт, что серийное шлифовальное оборудование стоит недешево, есть смысл задуматься над тем, чтобы изготовить такой станок своими руками. Даже простейший самодельный станок, сделать который совсем несложно, позволит вам с высокой эффективностью и качеством выполнять шлифовку заготовок различной конфигурации.
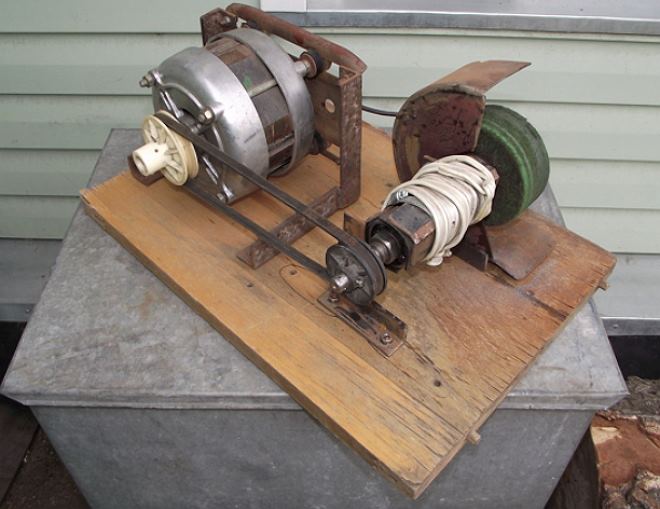
Несущим элементом самодельного станка для выполнения шлифовальных работ является станина, на которой закрепляются два барабана и электрический двигатель. Для изготовления станины можно использовать толстый стальной лист, из которого вырезается площадка требуемого размера.
С двигателем все намного проще: его можно снять со старой стиральной машины, которая уже отслужила свой срок. Барабаны можно сделать наборными, для этого удобно использовать плиту ДСП, из которой вырезаются диски требуемого диаметра.

Простой самодельный станок из подручных средств
В качестве примера разберем последовательность действий по изготовлению самодельного шлифовального станка, станина которого имеет размеры 50х18 см. В первую очередь, из стального листа вырезают саму станину, а также рабочий стол, на котором будет закреплен электродвигатель. Размеры такого стола будут составлять примерно 18х16 см.
Важно, чтобы торцы станины и рабочего стола, которые будут соединяться, были обрезаны максимально ровно. Толстый лист металла, из которого вы будете изготавливать станину и рабочий стол, сложно разрезать вручную, поэтому лучше выполнить такую процедуру на фрезерном станке. В станине и рабочем столе необходимо просверлить по три отверстия и надежно соединить их при помощи болтов. Только после этого устанавливается двигатель и надежно соединяется с поверхностью рабочего стола таким образом, чтобы основание двигателя плотно прилегало к поверхности площадки.
Еще один самодельный станок, собранный «на коленке»
Выбирая электродвигатель для своего самодельного шлифовального оборудования, важно обращать внимание на мощность: она должна быть не ниже 2,5 кВт, а частота вращения – около 1500 об/мин. Если использовать привод с более скромными характеристиками, то станок будет обладать невысокой эффективностью. Можно избежать необходимости использования редуктора, если грамотно подобрать диаметры ведущего и натяжного барабана.
Выбирать диаметры барабанов следует в зависимости от того, с какой скоростью будет перемещаться абразивная лента. Так, если скорость движения ленты должна быть приблизительно 20 м/сек, то необходимо изготовить барабаны диаметром 20 см. Для установки натяжного барабана используется неподвижная ось, а ведущий фиксируется непосредственно на валу электродвигателя. Чтобы сделать вращение натяжного барабана более легким, используется подшипниковый узел. Площадку, на которой устанавливается натяжной барабан, лучше всего сделать с некоторым скосом, это обеспечит плавный контакт абразивной ленты с обрабатываемой заготовкой.

Вариант самоделки немного сложнее
Не составит особой сложности изготовить и барабаны для самодельного шлифовального станка. Для этого необходимо нарезать из ДСП квадратные заготовки размером 20 на 20 см, в центре каждой из которых просверливается отверстие. Затем эти заготовки собираются в пакет толщиной 24 см, который протачивается для формирования цилиндрического барабана диаметром 20 см.
Чтобы абразивная лента не проскальзывала на барабанах, на их поверхность можно натянуть широкие резиновые кольца, которые обычно нарезают из камеры велосипеда или мопеда. Ширина абразивной ленты, которую можно изготовить самостоятельно, должна составлять порядка 20 см.
Ленты для ленточно-шлифовальных станков
Как на производстве, так и в домашних условиях часто используются шлифовальные станки, рабочим инструментом в которых является матерчатая лента со слоем абразивного порошка. Основой таких лент является плотная материя (бязь, саржа) или специальная бумага, а абразивный слой на них фиксируется при помощи клеевого состава.
Эффективность использования такой ленты зависит от ряда параметров: плотности нанесения абразивного порошка и состава его зерен. Большей эффективностью отличаются ленты, порошок на которых занимает не более 70% их площади. Объясняется это тем, что обрабатываемый материал не забивается между абразивными зернами такой ленты. В качестве абразивного порошка, наносимого на рабочую поверхность ленты, могут использоваться как природные, так и искусственные материалы, но все они должны обладать высокой твердостью.
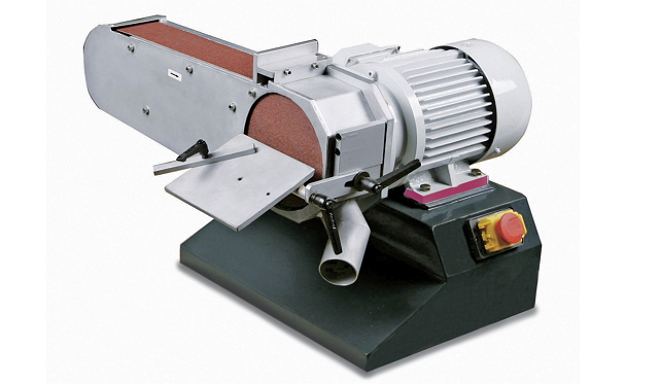
Одна из разновидностей ленточно-шлифовального станка
Классифицируются ленты, устанавливаемые на шлифовальный станок, по номеру, обозначающему величину абразивных зерен, выраженную в сотых долях миллиметра. Надежность и эффективность такой ленты зависит также и от типа клея, который используется для фиксации абразивных зерен. На сегодняшний день используется два типа такого клея: мездровый и из синтетической смолы.
Как правило, ленточные шлифовальные станки применяются на деревообрабатывающих предприятиях. Лента на таких станках может также крепиться и на бобины, что позволяет отнести их к категории круглошлифовального оборудования. Но в большинстве случаев эти станки делают универсальными, выполнять на них обработку деревянных деталей можно как при помощи ленты, так и с использованием шлифовальных кругов.



Назначение и устройство станка для шлифовки коленвалов 3Д4230
Круглошлифовальный станок 3Д4230 отечественного производства продолжает линейку таких станков как 2А423, 2В423, 3Д423 и используется для шлифования и перешлифовки (при ремонте) коренных и шатунных шеек коленвалов, имеющих длину, не превышающую 1600 мм и вес 150 кг тракторных, тепловозных и автомобильных ДВС ( двигателей внутреннего сгорания). Станок также позволяет обрабатывать и другие изделия, имеющие вид «кривошип». Шлифование производится при ручной врезной подаче шлифовального круга. На станках можно производить шлифование гладких цилиндрических и конических поверхностей с углом конусности до 3°30′. Шлифовка коренных шеек коленчатых валов осуществляется как в центрах, так и в патронах, шатунных шеек — только в патронах.
 Стоимость шлифовального станка 3Д4230 после капитального ремонта составляет 1350 000 руб. . Гарантия 6-12 месяцев. Обычно оборудование есть в наличии. В случае отсутствия — срок ремонтных работ 30-45 дней. Стоимость шлифовального станка 3Д4230 после капитального ремонта составляет 1350 000 руб. . Гарантия 6-12 месяцев. Обычно оборудование есть в наличии. В случае отсутствия — срок ремонтных работ 30-45 дней. |
Коленчатый вал должен быть предварительно сбалансирован совместно с передней и задней бабками. Балансировка детали при обработке шатунных шеек производится с помощью подвижных грузов, которые размещены в нерабочей зоне станка. При шлифовальных работах на тяжелых деталях используется дополнительный груз, который закрепляется на планшайбе патрона.
Станки 3Д4230 находят широкое применение на авторемонтных заводах, в автопарках и других предприятиях, занимающихся восстановлением коленчатых валов, производящих ремонт двигателей внутреннего сгорания легковых и грузовых автомобилей, тракторов, минитракторов, мотоблоков, компрессоров и другой техники.
Класс точности шлифовальных станков по ГОСТ 8—82Е: ЗД4230 — В, ЗД4230А — А.
Расположение основных частей круглошлифовальных станков 3Д4230
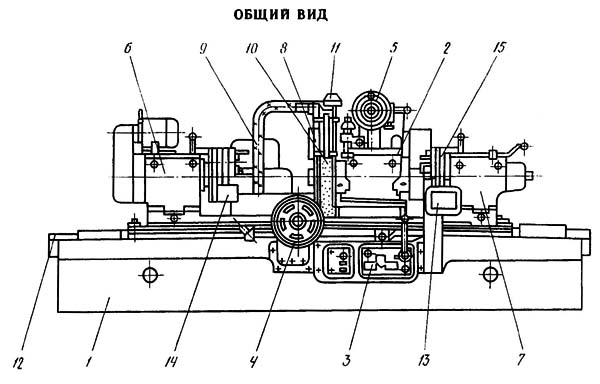
Список основных частей станка для шлифовки коленвалов 3Д4230
- Станина
- Шлифовальная бабка
- Гидравлическое управления
- Механизм ручного перемещения стола
- Механизм поперечной подачи
- Бабка передняя
- Бабка задняя
- Кожух шлифовального круга
- Охлаждение
- Фланец шлифовального круга
- Прибор правки
- Ограждение
- Электрооборудование
- Патрон левый
- Патрон правый
Расположение органов управления станка 3Д4230
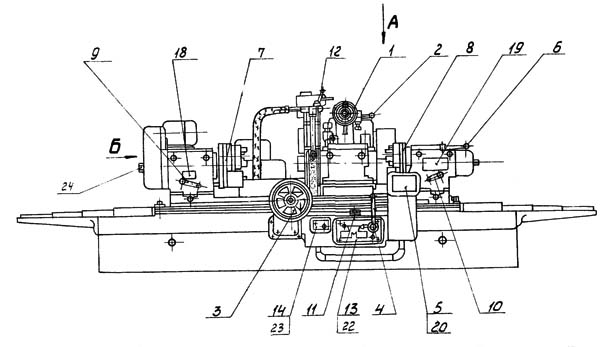
Перечень органов управления шлифовального станка 3Д4230
- Маховик поперечной подачи шлифовального круга
- Рукоятка толчковой подачи шлифовального круга
- Механизм ручного перемещения стола
- Рукоятка гидравлического перемещения стола, быстрого отвода и подвода шлифовальной бабки
- Пульт управления
- Рукоятка отвода пиноли задней бабки
- Механизм вертикального перемещения левого патрона
- Механизм вертикального перемещения правого патрона
- Рукоятка фиксации планшайбы передней бабки
- Рукоятка фиксации планшайбы задней бабки
- Рычаг реверса стола
- Кран охлаждающей жидкости
- Гидропанель стола
- Дроссель скорости стола
- Шестигранник под ключ для включения муфты привода изделия
Порядок установки круглошлифовального станка 3Д4230
Станок вместе с комплектующими приспособлениями и инструментом транспортируется в одном упаковочном месте.
Вскрытие упаковки производить осторожно, чтобы не повредить станок.
После распаковки проверить состояние станка и комплектность по 3Д4230.00000РЭ2 «Комплектность».
Транспортирование
Схема транспортировки станка краном
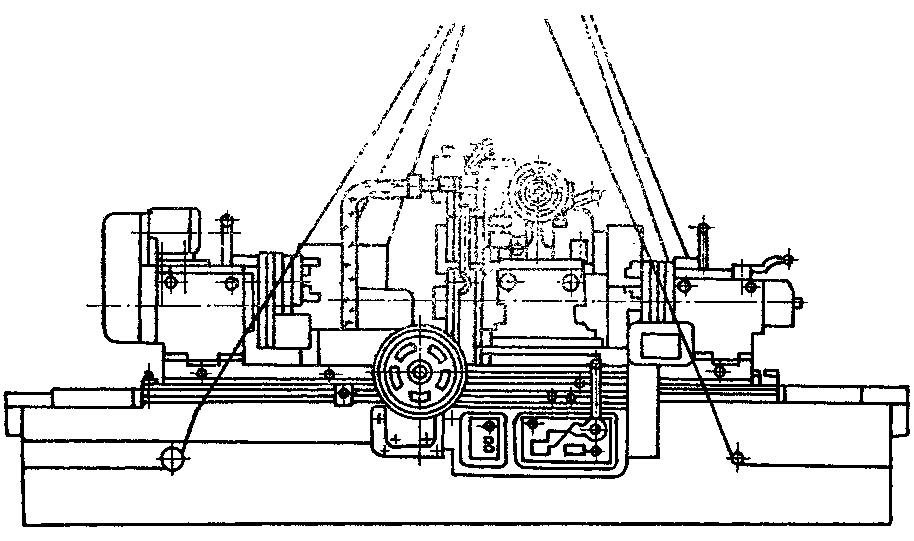
Для подъема распакованного станка краном применяются две стальные штанги диаметром 70…75 мм, которые пропускаются через отверстия в станине, две цапфы, закрепленные на тумбе станины и стальные тросы диаметром не менее 20 мм.
Масса станка без электрошкафа 7300 кг.
Перед подъемом необходимо подложить деревянные бруски под тросы в тех местах, где они соприкасаются с окрашенными поверхностями или острыми кромками деталей.
Тросы не должны входить в соприкосновение с выступающими частями или подвижными узлами во избежание поломки.
При транспортировке станка краном к месту установки необходимо следить, чтобы он был плавно опущен на фундамент, так как сильные удары и сотрясения могут привести к серьезным повреждениям и нарушению точности работы станка.
При транспортировке шлифовальная бабка и столы должны быть закреплены на своих направляющих планками. Крепежные планки следует снимать только после доставки станка на место его установки,
Перед установкой необходимо тщательно очистить антикоррозионную смазку с обработанных поверхностей. Удаление смазки сначала производить деревянной лопаткой» а оставшуюся смазку удалить с труппных поверхностей чистыми салфетками, смоченными керосином или уайт-спиритом.
Не следует пользоваться для этого концами, оставляющими волокна на очищаемых поверхностях, или металлических предметах, которые могут повредить направляющие и другие очищаемые поверхности.
Роликовые направляющие шлифовальной бабки промыть и обильно смазать смазкой ЦИАТИМ-201 ГОСТ 6267 —74.
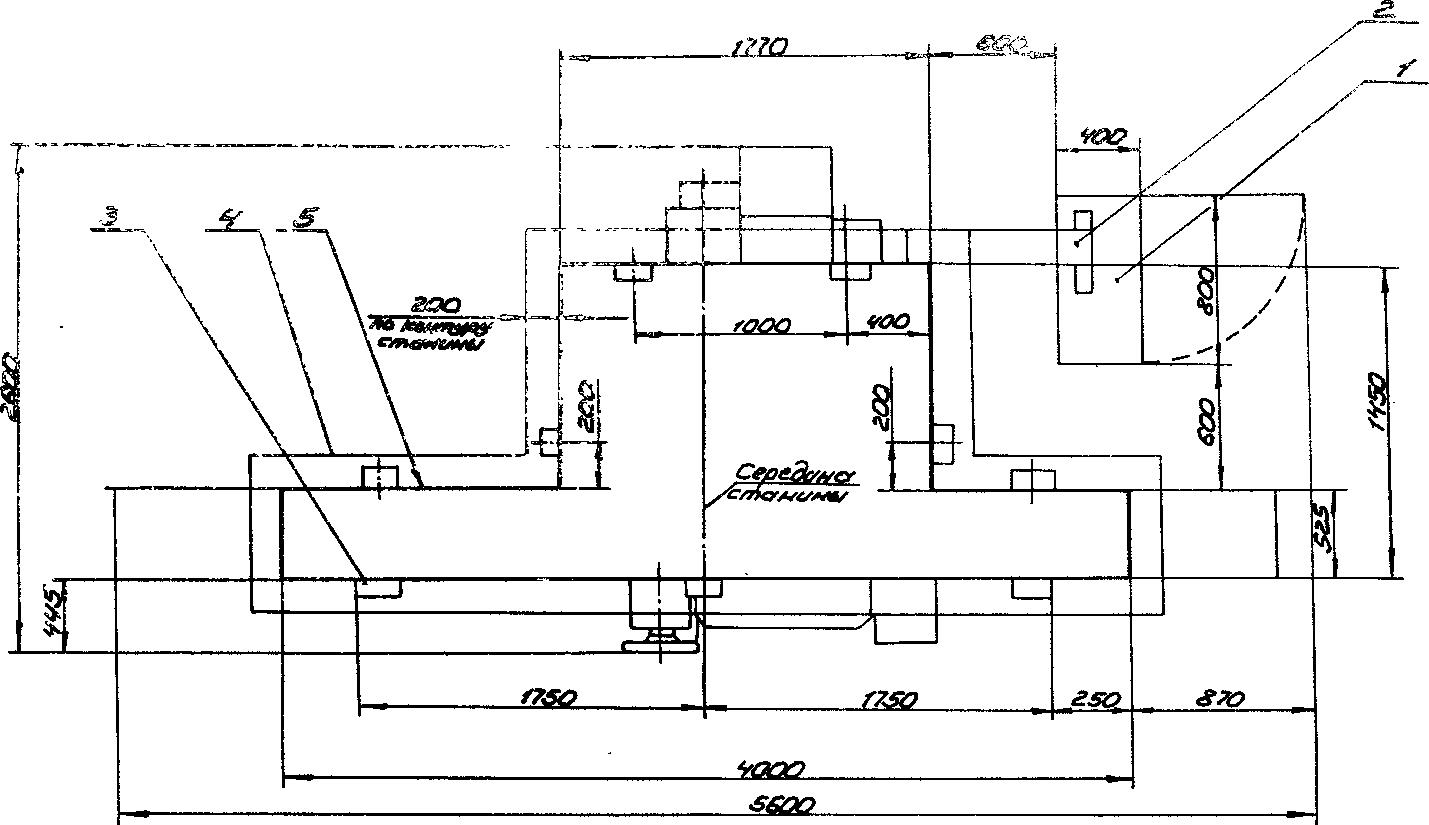
Монтаж шлифовального станка 3Д4230
Место для фундамента не следует выбирать вблизи источников тепла и мощных источников вибрации грунта.
Колебание температуры в помещении должно быть минимальным- Станок устанавливают на бетонном фундаменте. Глубина заложения фундамента зависит от грунта, но должна быть не менее 400 мм. Размеры фундамента в плане должны быть такими, чтобы кромка фундамента выступала на 150 — 200 мм относительно контура станины со всех сторон.
Станок должен быть установлен на расстоянии не менее 600 мм от стен колонн и расположенного рядом оборудования.
После доставки станка на место установки снимаются планки крепления столов и шлифовальной бабки. Окончательно удаляется антикоррозионная смазка с наружных поверхностей и направляющих станины.
Очищенные обработанные поверхности вытереть насухо и слегка смазать машинным маслом.
Станок на фундаменте должен быть выверен по уровню в горизонтальной плоскости в продольном и поперечном направлениях с точностью до 0,02 мм на длине 1000 мм.
Для этого пользуются точным спиртовым уровнем.
Установку по уровню необходимо выполнить следующим образом:
приподнять станок краном и подложить под основание станины установочные башмаки;
опустить станок на место и равномерно подтянуть винтами башмаки или забить клинья до достижения требуемой точности установки в продольном и поперечном направлениях;
установить уровень в поперечном направлении примерно посредине стола и передвинуть стол маховичком механизма перемещения в одно из крайних положений, заметить показания уровня и передвинуть стол в другое положение;
проверить показания уровня;
поставить уровень в поперечном направлении на край стола и повторить проверку показания в двух крайних положениях стола. Затем проделать то же, установив уровень на другой конец стола, после этого установить уровень в продольном положении и повторить проверку;
производить проверку показаний уровня через небольшие интервалы хода стола. Если показания уровня изменяются, устранить погрешность установки соответствующими башмаками.
После выставки станка залить под станину цементный раствор так, чтобы он обеспечивал надежную опору для всех поверхностей подошвы станины.
Следует обеспечить доступ к установочным башмакам.
После окончательного затвердения цементного раствора повторить проверку установки станка по уровню. Заземлить станок и подключить к цеховой электросети, как указано в руководстве по электрооборудованию. Установить снятые на время транспортировки узлы станка, как это показано на схеме.
Предлагаем купить новый или после капремонта станок для шлифовки шеек коленчатых валов 3Д4230 по цене производителя.
Технические характеристики станка для перешлифовки шеек коленвалов 3Д4230
| Параметр | Значение |
|---|---|
| Наибольший диаметр вращения устанавливаемого изделия, мм | 580 |
| Наибольшая длина устанавливаемого изделия в центрах, мм | 1600 |
| Наибольшая длина устанавливаемого изделия в патронах, мм | 1450 |
| Наибольший диаметр шлифования без люнета, мм | 200 |
| Наибольший диаметр шлифования в люнете, мм | 130, 200 |
| Наименьший диаметр шлифования в люнете, мм | 25 |
| Расстояние от оси шпинделя передней бабки до зеркала стола — высота центров, мм | 300 |
| Наибольшая длина шлифования, мм | 1600 |
| Наибольший радиус кривошипа, мм | 110 |
| Наибольшая масса обрабатываемого изделия, кг | 160 |
| Станина и столы станка | |
| Наибольшее продольное перемещение стола от руки/ от гидравлики, мм | 1600/ 1600 |
| Скорость перемещения стола от гидросистемы наименьшая/ наибольшая, м/мин | 0,2/ 5,0 |
| Ручное замедленное/ ускоренное перемещения стола за один оборот маховика, мм | |
| Шлифовальная бабка | |
| Наибольшее перемещение шлифовальной бабки, мм | 175 |
| Диаметр шлифовального круга — наименьший/ наибольший, мм | 750/ 900 |
| Диаметр шлифовального круга — посадочный, мм | 305 |
| Наибольшая высота устанавливаемого круга, мм | 63 |
| Частота вращения шпинделя шлифовальной бабки, об/мин | 740 |
| Окружная скорость шлифовального круга, м/с | 35 |
| Механизм поперечных подач шлифовальной бабки | |
| Наибольшее перемещение шлифовальной бабки по винту, мм | 175 |
| Быстрый подвод шлифовальной бабки, мм | 100 |
| Точность обработки — конусность, мкм | 2,5 |
| Точность обработки — овальность, мкм | 2,5 |
| Передняя бабка | |
| Частота вращения изделия (при частоте тока 50 Гц), об/мин | 30; 60; 85; 174 |
| Количество скоростей вращения изделия | 4 |
| Привод и электрооборудование станка | |
| Количество электродвигателей на станке | 7 |
| Электродвигатель шпинделя шлифовальной бабки М1, кВт | 11,0 |
| Электродвигатель насоса системы охлаждения М2, кВт | 0,25 |
| Электродвигатель магнитного сепаратора М3, кВт | 0,09 |
| Электродвигатель основного насоса гидросистемы М4, кВт | 2,2 |
| Электродвигатель насоса системы смазки шпинделя М5, кВт | 0,09 |
| Электродвигатель насоса системы смазки направляющих стола М6, кВт | 0,09 |
| Электродвигатель привода изделия М7, кВт | 1,7 |
| Суммарная мощность электродвигателей, кВт | 14,63 |
| Габаритные размеры и масса станка | |
| Габаритные размеры станка (длина х ширина х высота), мм | 5600 х 2600 х 1900 |
| Масса станка с электрооборудованием и охлаждением, кг | 7500 |
| Класс точности по ГОСТ 8-71 | В/А |
Комплект поставки, входит в цену, станка 3Д4230 (аналог 2А423, 2В423, 3Д423)
- настольные правильные приборы для правки шлифовального круга по периферии;
- настольные правильные приборы для правки шлифовального круга по радиусам;
- приспособления для установки шлифуемых шеек коленчатого вала в горизонтальной и вертикальной плоскостях;
- накидная измерительная скоба для замера изделий на ходу;
- индикаторная стойка для контроля биения шлифованной шейки;
- слесарно-монтажный инструмент;
- фланец шлифовального круга;
- башмаки, люнеты, хомутик для заготовки, поводок, центры;
- устройство для деления и угловой ориентации шейки коленчатого вала на станке в конструкции патрон;
- инструкция по эксплуатации.
Станок 3Д4230 — где купить, оплата, доставка, гарантия
Цена на станок для шлифовки шеек коленвалов 3Д4230 указана на нашем сайте с НДС для стандартного комплекта поставки.
Купить станок 3Д4230 несложно — достаточно позвонить на указанные ниже телефоны.
Продажа круглошлифовального станка модели 3Д4230 производится нашей компанией при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможно другое процентное соотношение и другой порядок оплаты, согласованный со специалистом отдела продаж нашего предприятия и прописанный в Договоре поставки.
Доставка оборудования производится автомобильным и железнодорожным транспортом компаний-перевозчиков ООО "Деловые Линии", ООО "ПЭК", "Байкал-Сервис", ООО "Желдорэкспедиция" и другими, сторонними перевозчиками посредством транспортно-логистических компаниий, а также транспортом Покупателя или нашей компании.
Расходы по транспортировке груза оплачивает Покупатель, если иное не оговаривается и не указывается в Договоре поставки.
Гарантия на новый или после капремонта станок для перешлифовки шеек коленвалов 3Д4230 — 12 мес.
Предприятие-производитель оставляет за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а точную стоимость оборудования уточняйте у наших специалистов отдела продаж!
Если Вам необходимо купить Станок для шлифовки шеек коленчатых валов 3Д4230 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок для шлифовки шеек коленчатых валов 3Д4230 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Шлифовальные станки для перешлифовки шеек коленвала
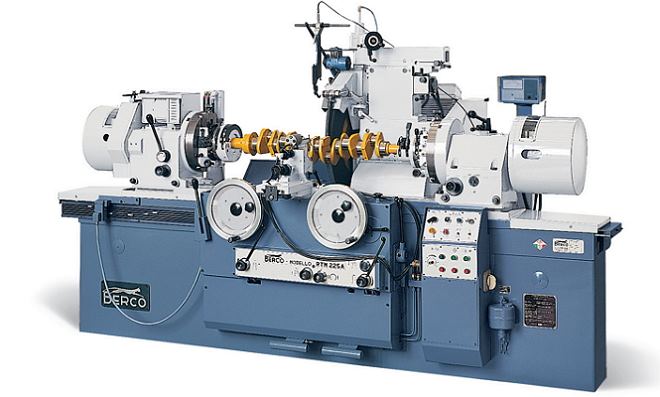
Шлифовальный станок для обработки коленчатых валов RTM 225A
Шлифовальный станок легко перенастраивается под различные типы валов. Предназначены как для шлифовки партий однотипных валов небольших и средних размеров, так и для шлифовки единичных валов.
Станки доступны в версиях "A", "B", "C", "D", "ES" и оснащены различными устройствами и автоматическими системами. Пользователь может выбрать версию, которая наилучшим образом отвечает его требованиям. Все версии имеют бесступенчатое регулирование частоты вращения заготовки с помощью потенциометра.

ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| RTM 225/1000 | RTM 225A/1275 | |
| Максимальное расстояние между центрами, мм | 1000 | 1275 |
| Максимальный диаметр шлифования с новым шлифовальным кругом, мм | 140 | 140 |
| Максимальное смещение изделия над столом, мм | 450 | 450 |
| Минимальный и максимальный диаметры для люнета, мм | 20 / 90 | 20 / 90 |
| Максимальный эксцентриситет патронов, мм | 80 | 80 |
| Максимальный вес, допустимый между центрами, кг | 180 | 180 |
| Габаритные размеры станка: | ||
| Длина, мм | 3900 | 3900 |
| Ширина, мм | 1757 | 1757 |
| Высота, мм | 1792 | 1792 |
| Примерный вес без упаковки | 3030 | 30 70 |
| Примерный вес в упаковке | 3600 | 36 40 |
Шлифовальный станок для обработки коленчатых валов RTM 270
Шлифовальные станки серии RTM 270 легко перенастраиваются под различные типы валов, что позволяет добиться высокой производительности труда. Станки доступны в трех версиях:
версия "A" — типовая модификация станка, которая по запросу клиента может быть укомплектована приспособлением для шлифования врезанием;
версия "B" — в ее комплектацию включен наиболее полный набор гидравлической оснастки;
версия "D" аналогична версии "A", но оснащена автоматическим столом для шлифовки цилиндрических валов.

ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| RTM 270/1600 | RTM 270/1950 | |
| Максимальное расстояние между центрами, мм | 1600 | 1950 |
| Максимальный диаметр шлифования с новым шлифовальным кругом, мм | 150 | 150 |
| Максимальное смещение изделия над столом, мм | 540 | 540 |
| Минимальный и максимальный диаметры для люнета, мм | 30 / 140 | 30 / 140 |
| Максимальный эксцентриситет патронов, мм | 120 | 120 |
| Максимальный вес, допустимый между центрами, кг | 300 | 300 |
| Габаритные размеры станка: | ||
| Длина, мм | 5500 | 6220 |
| Ширина, мм | 1760 | 1760 |
| Высота, мм | 1837 | 1837 |
| Примерный вес без упаковки | 3400 | 3450 |
| Примерный вес в упаковке | 4100 | 41 50 |
Шлифовальный станок для обработки коленчатых валов RTM 351
Разработанные в соответствии с инновационными технологиями шлифовальные станки Berco RTM 351 отличаются высокой надежностью и точностью. Станки доступны в двух версиях:
- станки версии "A" подходят для ремонта коленчатых валов различных размеров и характеристик;
- станки версии "D" аналогичны станкам версии "А", но также имеют специальное электрогидравлическое приспособление, позволяющее производить внутреннее шлифование цилиндрических деталей

ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| RTM 351/2400 | RTM 351/3000 | |
| Максимальное расстояние между центрами, мм | 2400 | 3000 |
| Максимальный диаметр шлифования с новым шлифовальным кругом, мм | 260 | 260 |
| Максимальное смещение изделия над столом, мм | 700 | 700 |
| Минимальный и максимальный диаметры для люнета, мм | 60 / 180 | 60 / 180 |
| Максимальный эксцентриситет патронов, мм | 170 | 170 |
| Максимальный вес, допустимый между центрами, кг | 800 | 800 |
| Габаритные размеры станка: | ||
| Длина, мм | 7428 | 9514 |
| Ширина, мм | 2245 | 2245 |
| Высота, мм | 2040 | 2040 |
| Примерный вес без упаковки | 5600 | 6040 |
| Примерный вес в упаковке | 6700 | 7500 |
Шлифовальный станок для обработки коленчатых валов RTM 575 и RTM 425A
Особенностью этих шлифовальных станков является гидравлическая возвратно- поступательная подача шлифовального круга, а также автоматическое реверсирование стола, что позволяет шлифовать цилиндрические детали.

ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| RTM 575/4100 | RTM 425A/4100 | |
| Максимальное расстояние между центрами, мм | 4020 | 4020 |
| Максимальный диаметр шлифования с новым шлифовальным кругом, мм | 263 | 290 |
| Максимальное смещение изделия над столом, мм | 1150 | 850 |
| Минимальный и максимальный диаметры для люнета, мм | 75 / 280 | 50 / 180 |
| Максимальный эксцентриситет патронов, мм | 240 | 2 00 |
| Максимальный вес, допустимый между центрами, кг | 1200 | 1200 |
| Габаритные размеры станка: | ||
| Длина, мм | 12800 | 12800 |
| Ширина, мм | 2595 | 2365 |
| Высота, мм | 1950 | 1825 |
| Примерный вес без упаковки | 11650 | 10920 |
| Примерный вес в упаковке | 14315 | 13520 |
Шлифовальный станок для обработки коленчатых валов RTM 700
Шлифовальный станок для обработки коленчатых валов RTM 700 производства Berco разработан для повторного шлифования коренных и шатунных шеек тяжелых и больших коленчатых валов.
- может работать как в ручном, так и в автоматическом режиме подачи рабочего стола с приводом от двигателя постоянного тока;
- быстрая гидравлическая и ручная микрометрическая подачи шлифовальной бабки;
- скорость вращения передней и задней головок обеспечивается двигателями постоянного тока;
- синхронное вращение головок контролируется электронным блоком управления;
- возможность регулировки высоты панели управления для облегчения установки и снятия коленчатого вала.